
Full resolution (JPEG) - On this page / på denna sida - 1959, H. 13 - Nya metoder - Metallisering med plasmabrännare, av SHl - Granulering av ammoniumnitrat, av SHl - Elektrisk smidesugn med motståndselement, av Wll
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
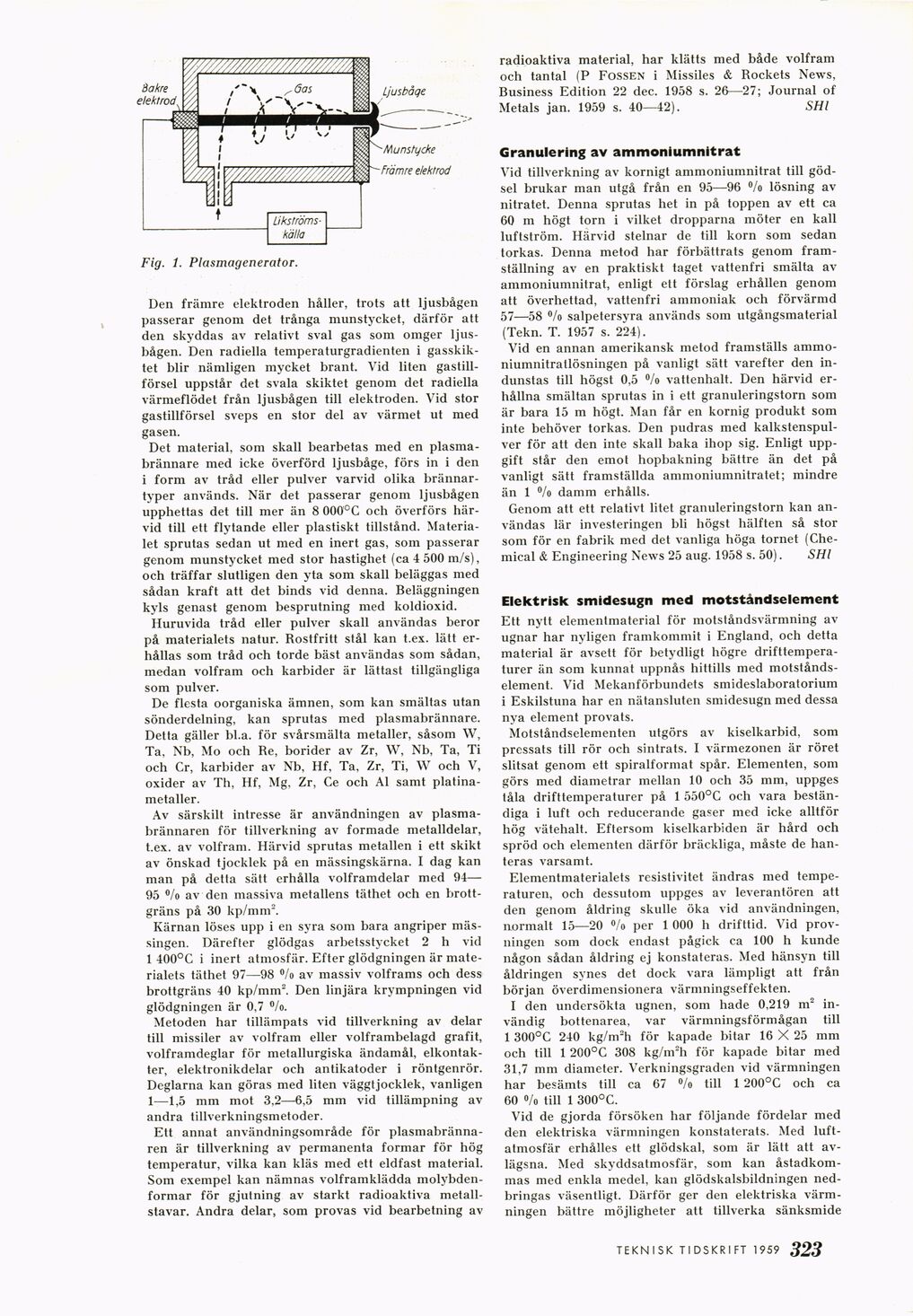
Fig. 1. Plasmagenerator.
Den främre elektroden håller, trots att ljusbågen
passerar genom det trånga munstycket, därför att
den skyddas av relativt sval gas som omger
ljusbågen. Den radiella temperaturgradienten i
gasskiktet blir nämligen mycket brant. Vid liten
gastillförsel uppstår det svala skiktet genom det radiella
värmeflödet från ljusbågen till elektroden. Vid stor
gastillförsel sveps en stor del av värmet ut med
gasen.
Det material, som skall bearbetas med en
plasma-brännare med icke överförd ljusbåge, förs in i den
i form av tråd eller pulver varvid olika
brännar-typer används. När det passerar genom ljusbågen
upphettas det till mer än 8 000°C och överförs
härvid till ett flytande eller plastiskt tillstånd.
Materialet sprutas sedan ut med en inert gas, som passerar
genom munstycket med stor hastighet (ca 4 500 m/s),
och träffar slutligen den yta som skall beläggas med
sådan kraft att det binds vid denna. Beläggningen
kyls genast genom besprutning med koldioxid.
Huruvida tråd eller pulver skall användas beror
på materialets natur. Rostfritt stål kan t.ex. lätt
erhållas som tråd och torde bäst användas som sådan,
medan volfram och karbider är lättast tillgängliga
som pulver.
De flesta oorganiska ämnen, som kan smältas utan
sönderdelning, kan sprutas med plasmabrännare.
Detta gäller bl.a. för svårsmälta metaller, såsom W,
Ta, Nb, Mo och Re, borider av Zr, W, Nb, Ta, Ti
och Cr, karbider av Nb, Hf, Ta, Zr, Ti, W och V,
oxider av Th, Hf, Mg, Zr, Ce och Al samt
platinametaller.
Av särskilt intresse är användningen av
plasma-brännaren för tillverkning av formade metalldelar,
t.ex. av volfram. Härvid sprutas metallen i ett skikt
av önskad tjocklek på en mässingskärna. I dag kan
man på detta sätt erhålla volframdelar med 94—
95 o/o av den massiva metallens täthet och en
brottgräns på 30 kp/mnr.
Kärnan löses upp i en syra som bara angriper
mässingen. Därefter glödgas arbetsstycket 2 h vid
1 400°C i inert atmosfär. Efter glödgningen är
materialets täthet 97—98 °/o av massiv volframs och dess
brottgräns 40 kp/mm2. Den linjära krympningen vid
glödgningen är 0,7 %>.
Metoden har tillämpats vid tillverkning av delar
till missiler av volfram eller volframbelagd grafit,
volframdeglar för metallurgiska ändamål,
elkontak-ter, elektronikdelar och antikatoder i röntgenrör.
Deglarna kan göras med liten väggtjocklek, vanligen
1—1,5 mm mot 3,2—6,5 mm vid tillämpning av
andra tillverkningsmetoder.
Ett annat användningsområde för
plasmabränna-ren är tillverkning av permanenta formar för hög
temperatur, vilka kan kläs med ett eldfast material.
Som exempel kan nämnas volframklädda
molybden-formar för gjutning av starkt radioaktiva
metall-stavar. Andra delar, som provas vid bearbetning av
radioaktiva material, har klätts med både volfram
och tantal (P Fossen i Missiles & Rockets News,
Business Edition 22 dec. 1958 s. 26—27; Journal of
Metals jan. 1959 s. 40—42). SHl
Granulering av ammoniumnitrat
Vid tillverkning av kornigt ammoniumnitrat till
gödsel brukar man utgå från en 95—96 % lösning av
nitratet. Denna sprutas het in på toppen av ett ca
60 m högt torn i vilket dropparna möter en kall
luftström. Härvid stelnar de till korn som sedan
torkas. Denna metod har förbättrats genom
framställning av en praktiskt taget vattenfri smälta av
ammoniumnitrat, enligt ett förslag erhållen genom
att överhettad, vattenfri ammoniak och förvärmd
57—58 %> salpetersyra används som utgångsmaterial
(Tekn. T. 1957 s. 224).
Vid en annan amerikansk metod framställs
ammo-niumnitrallösningen på vanligt sätt varefter den
indunstas till högst 0,5 %> vattenhalt. Den härvid
erhållna smältan sprutas in i ett granuleringstorn som
är bara 15 m högt. Man får en kornig produkt som
inte behöver torkas. Den pudras med
kalkstenspulver för att den inte skall baka ihop sig. Enligt
uppgift står den emot hopbakning bättre än det på
vanligt sätt framställda ammoniumnitratet; mindre
än 1 °/o damm erhålls.
Genom att ett relativt litet granuleringstorn kan
användas lär investeringen bli högst hälften så stor
som för en fabrik med det vanliga höga tornet
(Chemical & Engineering News 25 aug. 1958 s. 50). SHl
Elektrisk smidesugn med motståndselement
Ett nytt elementmaterial för motståndsvärmning av
ugnar har nyligen framkommit i England, och detta
material är avsett för betydligt högre
drifttemperaturer än som kunnat uppnås hittills med
motståndselement. Vid Mekanförbundets smideslaboratorium
i Eskilstuna har en nätansluten smidesugn med dessa
nya element provats.
Motståndselementen utgörs av kiselkarbid, som
pressats till rör och sintrats. I värmezonen är röret
slitsat genom ett spiralformat spår. Elementen, som
görs med diametrar mellan 10 och 35 mm, uppges
tåla drifttemperaturer på 1 550°C och vara
beständiga i luft och reducerande gaser med icke alltför
hög vätehalt. Eftersom kiselkarbiden är hård och
spröd och elementen därför bräckliga, måste de
hanteras varsamt.
Elementmaterialets resistivitet ändras med
temperaturen, och dessutom uppges av leverantören att
den genom åldring skulle öka vid användningen,
normalt 15—20 °/o per 1 000 h drifttid. Vid
provningen som dock endast pågick ca 100 h kunde
någon sådan åldring ej konstateras. Med hänsyn till
åldringen synes det dock vara lämpligt att från
början överdimensionera värmningseffekten.
I den undersökta ugnen, som hade 0,219 m2
invändig bottenarea, var värmningsförmågan till
1 300°C 240 kg/nrh för kapade bitar 16 X 25 mm
och till 1 200°C 308 kg/m2h för kapade bitar med
31,7 mm diameter. Verkningsgraden vid värmningen
har besämts till ca 67 %> till 1 200°C och ca
60 °/o till 1 300°C.
Vid de gjorda försöken har följande fördelar med
den elektriska värmningen konstaterats. Med
luftatmosfär erhålles ett glödskal, som är lätt att
avlägsna. Med skyddsatmosfär, som kan
åstadkommas med enkla medel, kan glödskalsbildningen
nedbringas väsentligt. Därför ger den elektriska
värmningen bättre möjligheter att tillverka sänksmide
TEKNISK TIDSKRIFT 1959 323
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}