
Full resolution (JPEG) - On this page / på denna sida - 1959, H. 16 - Aluminium och dess bearbetning, av Vilhelm Christiansen
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
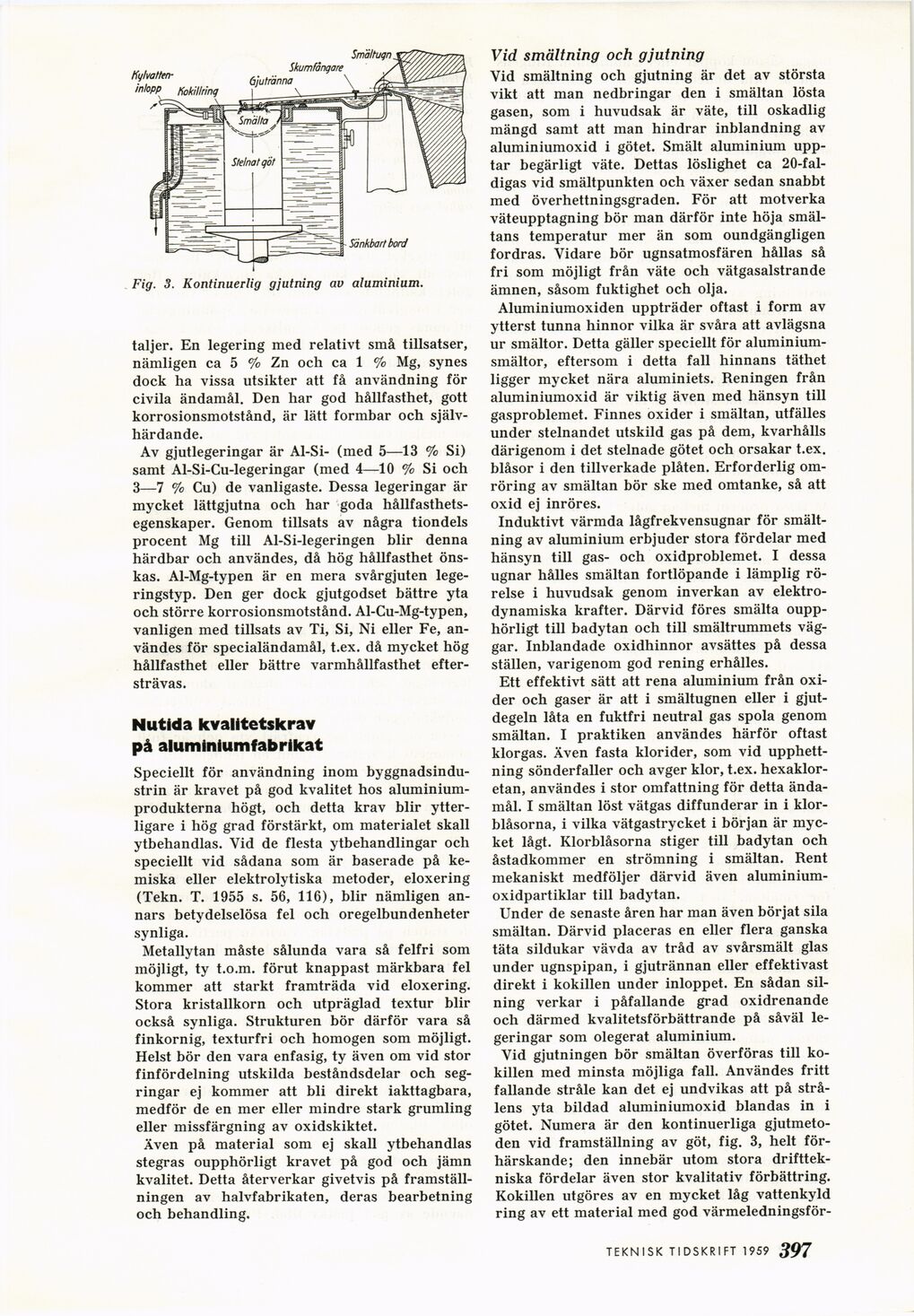
Fig. 3. Kontinuerlig gjutning av aluminium.
täljer. En legering med relativt små tillsatser,
nämligen ca 5 % Zn och ca 1 % Mg, synes
dock ha vissa utsikter att få användning för
civila ändamål. Den har god hållfasthet, gott
korrosionsmotstånd, är lätt formbar och
själv-härdande.
Av gjutlegeringar är Al-Si- (med 5—13 % Si)
samt Al-Si-Cu-legeringar (med 4—10 % Si och
3—7 % Cu) de vanligaste. Dessa legeringar är
mycket lättgjutna och har goda
hållfasthetsegenskaper. Genom tillsats av några tiondels
procent Mg till Al-Si-legeringen blir denna
härdbar och användes, då hög hållfasthet
önskas. Al-Mg-typen är en mera svårgjuten
legeringstyp. Den ger dock gjutgodset bättre yta
och större korrosionsmotstånd. Al-Cu-Mg-typen,
vanligen med tillsats av Ti, Si, Ni eller Fe,
användes för specialändamål, t.ex. då mycket hög
hållfasthet eller bättre varmhållfasthet
eftersträvas.
Nutida kvalitetskrav
på aluminiumfabrikat
Speciellt för användning inom
byggnadsindustrin är kravet på god kvalitet hos
aluminiumprodukterna högt, och detta krav blir
ytterligare i hög grad förstärkt, om materialet skall
ytbehandlas. Vid de flesta ytbehandlingar och
speciellt vid sådana som är baserade på
kemiska eller elektrolytiska metoder, eloxering
(Tekn. T. 1955 s. 56, 116), blir nämligen
annars betydelselösa fel och oregelbundenheter
synliga.
Metallytan måste sålunda vara så felfri som
möjligt, ty t.o.m. förut knappast märkbara fel
kommer att starkt framträda vid eloxering.
Stora kristallkorn och utpräglad textur blir
också synliga. Strukturen bör därför vara så
finkornig, texturfri och homogen som möjligt.
Helst bör den vara enfasig, ty även om vid stor
finfördelning utskilda beståndsdelar och
segringar ej kommer att bli direkt iakttagbara,
medför de en mer eller mindre stark grumling
eller missfärgning av oxidskiktet.
Även på material som ej skall ytbehandlas
stegras oupphörligt kravet på god och jämn
kvalitet. Detta återverkar givetvis på
framställningen av halvfabrikaten, deras bearbetning
och behandling.
Vid smältning och gjutning
Vid smältning och gjutning är det av största
vikt att man nedbringar den i smältan lösta
gasen, som i huvudsak är väte, till oskadlig
mängd samt att man hindrar inblandning av
aluminiumoxid i götet. Smält aluminium
upptar begärligt väte. Dettas löslighet ca
20-fal-digas vid smältpunkten och växer sedan snabbt
med överhettningsgraden. För att motverka
väteupptagning bör man därför inte höja
smältans temperatur mer än som oundgängligen
fordras. Vidare bör ugnsatmosfären hållas så
fri som möjligt från väte och vätgasalstrande
ämnen, såsom fuktighet och olja.
Aluminiumoxiden uppträder oftast i form av
ytterst tunna hinnor vilka är svåra att avlägsna
ur smältor. Detta gäller speciellt för
aluminiumsmältor, eftersom i detta fall hinnans täthet
ligger mycket nära aluminiets. Reningen från
aluminiumoxid är viktig även med hänsyn till
gasproblemet. Finnes oxider i smältan, utfälles
under stelnandet utskild gas på dem, kvarhålls
därigenom i det stelnade götet och orsakar t.ex.
blåsor i den tillverkade plåten. Erforderlig
omröring av smältan bör ske med omtanke, så att
oxid ej inröres.
Induktivt värmda lågfrekvensugnar för
smältning av aluminium erbjuder stora fördelar med
hänsyn till gas- och oxidproblemet. I dessa
ugnar hålles smältan fortlöpande i lämplig
rörelse i huvudsak genom inverkan av
elektrodynamiska krafter. Därvid föres smälta
oupphörligt till badytan och till smältrummets
väggar. Inblandade oxidhinnor avsättes på dessa
ställen, varigenom god rening erhålles.
Ett effektivt sätt att rena aluminium från
oxider och gaser är att i smältugnen eller i
gjut-degeln låta en fuktfri neutral gas spola genom
smältan. I praktiken användes härför oftast
klorgas. Även fasta klorider, som vid
upphettning sönderfaller och avger klor, t.ex.
hexaklor-etan, användes i stor omfattning för detta
ändamål. I smältan löst vätgas diffunderar in i
klor-blåsorna, i vilka vätgastrycket i början är
mycket lågt. Klorblåsorna stiger till badytan och
åstadkommer en strömning i smältan. Rent
mekaniskt medföljer därvid även
aluminium-oxidpartiklar till badytan.
Under de senaste åren har man även börjat sila
smältan. Därvid placeras en eller flera ganska
täta sildukar vävda av tråd av svårsmält glas
under ugnspipan, i gjutrännan eller effektivast
direkt i kokillen under inloppet. En sådan
silning verkar i påfallande grad oxidrenande
och därmed kvalitetsförbättrande på såväl
legeringar som olegerat aluminium.
Vid gjutningen bör smältan överföras till
ko-killen med minsta möjliga fall. Användes fritt
fallande stråle kan det ej undvikas att på
strålens yta bildad aluminiumoxid blandas in i
götet. Numera är den kontinuerliga
gjutmeto-den vid framställning av göt, fig. 3, helt
förhärskande; den innebär utom stora
drifttekniska fördelar även stor kvalitativ förbättring.
Kokillen utgöres av en mycket låg vattenkyld
ring av ett material med god värmeledningsför-
TEKNISK TIDSKRIFT 1959 397
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}