
Full resolution (JPEG) - On this page / på denna sida - 1959, H. 16 - Aluminium och dess bearbetning, av Vilhelm Christiansen
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
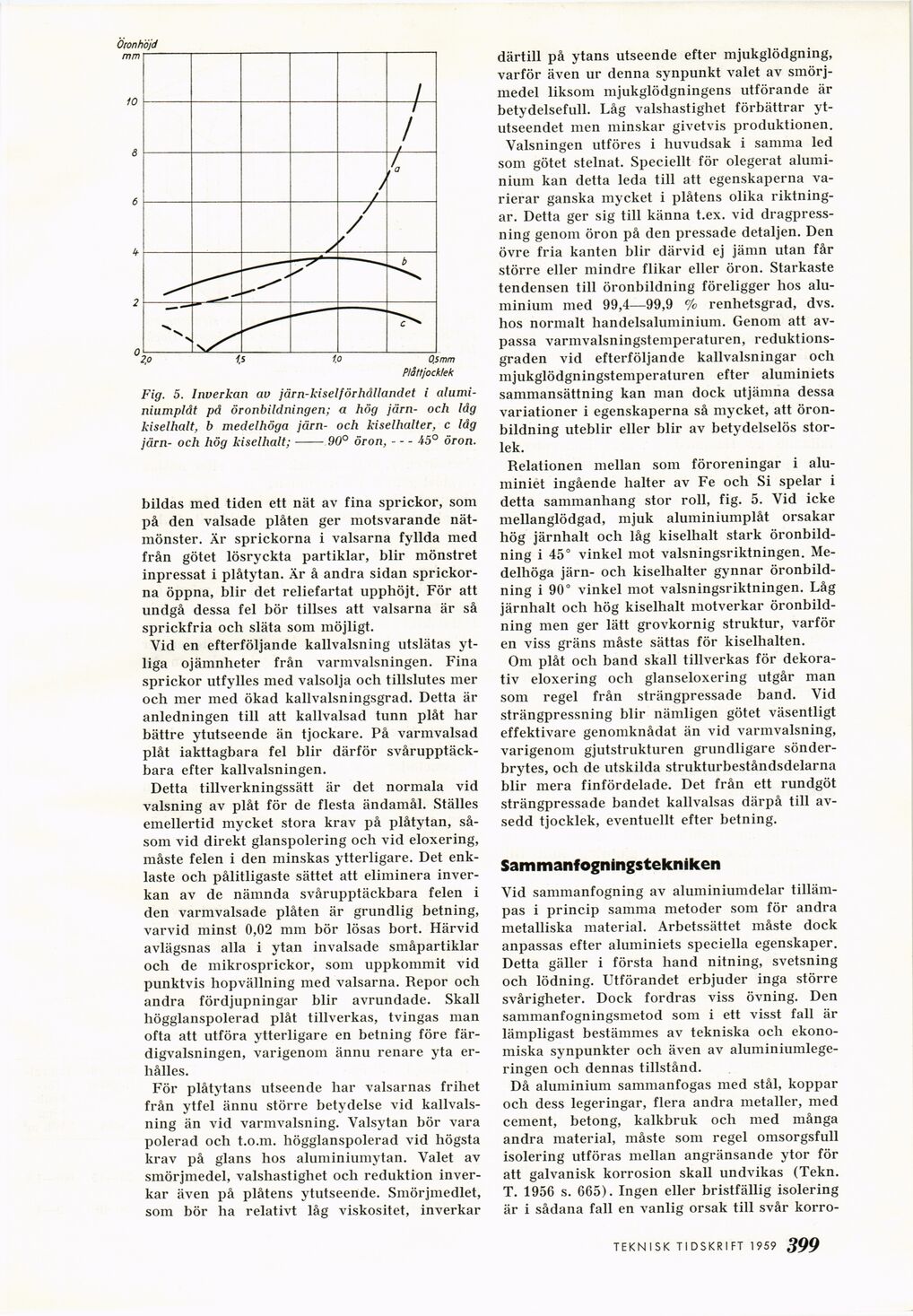
Fig. 5. Inverkan av jårn-kiselförhållandet i
aluminiumplåt på öronbildningen; a hög järn- och låg
kiselhalt, b medelhöga järn- och kiselhalter, c låg
järn- och hög kiselhalt;-90° öron,–-45° öron.
bildas med tiden ett nät av fina sprickor, som
på den valsade plåten ger motsvarande
nätmönster. Är sprickorna i valsarna fyllda med
från götet lösryckta partiklar, blir mönstret
inpressat i plåtytan. Är å andra sidan
sprickorna öppna, blir det reliefartat upphöjt. För att
undgå dessa fel bör tillses att valsarna är så
sprickfria och släta som möjligt.
Vid en efterföljande kallvalsning utslätas
ytliga ojämnheter från varmvalsningen. Fina
sprickor utfylles med valsolja och tillslutes mer
och mer med ökad kallvalsningsgrad. Detta är
anledningen till att kallvalsad tunn plåt har
bättre ytutseende än tjockare. På varmvalsad
plåt iakttagbara fel blir därför
svårupptäck-bara efter kallvalsningen.
Detta tillverkningssätt är det normala vid
valsning av plåt för de flesta ändamål. Ställes
emellertid mycket stora krav på plåtytan,
såsom vid direkt glanspolering och vid eloxering,
måste felen i den minskas ytterligare. Det
enklaste och pålitligaste sättet att eliminera
inverkan av de nämnda svårupptäckbara felen i
den varmvalsade plåten är grundlig betning,
varvid minst 0,02 mm bör lösas bort. Härvid
avlägsnas alla i ytan invalsade småpartiklar
och de mikrosprickor, som uppkommit vid
punktvis hopvällning med valsarna. Repor och
andra fördjupningar blir avrundade. Skall
högglanspolerad plåt tillverkas, tvingas man
ofta att utföra ytterligare en betning före
fär-digvalsningen, varigenom ännu renare yta
erhålles.
För plåtytans utseende har valsarnas frihet
från ytfel ännu större betydelse vid
kallvalsning än vid varmvalsning. Valsytan bör vara
polerad och t.o.m. högglanspolerad vid högsta
krav på glans hos aluminiumytan. Valet av
smörjmedel, valshastighet ocli reduktion
inverkar även på plåtens ytutseende. Smörjmedlet,
som bör ha relativt låg viskositet, inverkar
därtill på ytans utseende efter mjukglödgning,
varför även ur denna synpunkt valet av
smörjmedel liksom mjukglödgningens utförande är
betydelsefull. Låg valshastighet förbättrar
yt-utseendet men minskar givetvis produktionen.
Valsningen utföres i huvudsak i samma led
som götet stelnat. Speciellt för olegerat
aluminium kan detta leda till att egenskaperna
varierar ganska mycket i plåtens olika
riktningar. Detta ger sig till känna t.ex. vid
dragpressning genom öron på den pressade detaljen. Den
övre fria kanten blir därvid ej jämn utan får
större eller mindre flikar eller öron. Starkaste
tendensen till öronbildning föreligger hos
aluminium med 99,4—99,9 % renhetsgrad, dvs.
hos normalt handelsaluminium. Genom att
avpassa varmvalsningstemperaturen,
reduktionsgraden vid efterföljande kallvalsningar och
mjukglödgningstemperaluren efter aluminiets
sammansättning kan man dock utjämna dessa
variationer i egenskaperna så mycket, att
öron-bildning uteblir eller blir av betydelselös
storlek.
Relationen mellan som föroreningar i
alu-miniet ingående halter av Fe och Si spelar i
detta sammanhang stor roll, fig. 5. Vid icke
mellanglödgad, mjuk aluminiumplåt orsakar
hög järnhalt och låg kiselhalt stark
öronbildning i 45° vinkel mot valsningsriktningen.
Medelhöga järn- och kiselhalter gynnar
öronbildning i 90° vinkel mot valsningsriktningen. Låg
järnhalt och hög kiselhalt motverkar
öronbildning men ger lätt grovkornig struktur, varför
en viss gräns måste sättas för kiselhalten.
Om plåt och band skall tillverkas för
dekorativ eloxering och glanseloxering utgår man
som regel från strängpressade band. Vid
strängpressning blir nämligen götet väsentligt
effektivare genomknådat än vid varmvalsning,
varigenom gjutstrukturen grundligare
sönder-brytes, och de utskilda strukturbeståndsdelarna
blir mera finfördelade. Det från ett rundgöt
strängpressade bandet kallvalsas därpå till
avsedd tjocklek, eventuellt efter betning.
Sammanfogningstekniken
Vid sammanfogning av aluminiumdelar
tillämpas i princip samma metoder som för andra
metalliska material. Arbetssättet måste dock
anpassas efter aluminiets speciella egenskaper.
Detta gäller i första hand nitning, svetsning
och lödning. Utförandet erbjuder inga större
svårigheter. Dock fordras viss övning. Den
sammanfogningsmetod som i ett visst fall är
lämpligast bestämmes av tekniska och
ekonomiska synpunkter och även av
aluminiumlegeringen och dennas tillstånd.
Då aluminium sammanfogas med stål, koppar
och dess legeringar, flera andra metaller, med
cement, betong, kalkbruk och med många
andra material, måste som regel omsorgsfull
isolering utföras mellan angränsande ytor för
att galvanisk korrosion skall undvikas (Tekn.
T. 1956 s. 665). Ingen eller bristfällig isolering
är i sådana fall en vanlig orsak till svår korro-
TEKNISK TIDSKRIFT 1959 399
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}