
Full resolution (JPEG)
- On this page / på denna sida
- Sättmaskinen, teknikens mjuka tjänare

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread.
/ Denna sida har aldrig korrekturlästs.
Efter radens gjutning vrider gjuthju-
let sig trekvarts varv och raden passerar
en kniv, som tar bort götet och justerar
den på höjden. Nu har också gjutformen
kommit fram till en öppning i skruv-
stycket, en radutskjutare (ejektor) trä-
der i funktion och skjuter från bak-
sidan ut raden på en sätthake. Denna
radutskjutare består av lösa, 15 cm
långa i en kassett över varandra lag-
rade stålskivor och regleras av sättaren
med hjälp av en skala. Vid utskjut-
Den färdiggjutna matrisraden hängande i andra elevatorn på väg upp
till avläggningshuset. På bilden intill synes, hur gängade spindlar
befordra matriserna på den refflade skenan tills dessa släppa och åter-
vända till utgångskanalen.
10 TEKNIK för ALLA 2/3 1945
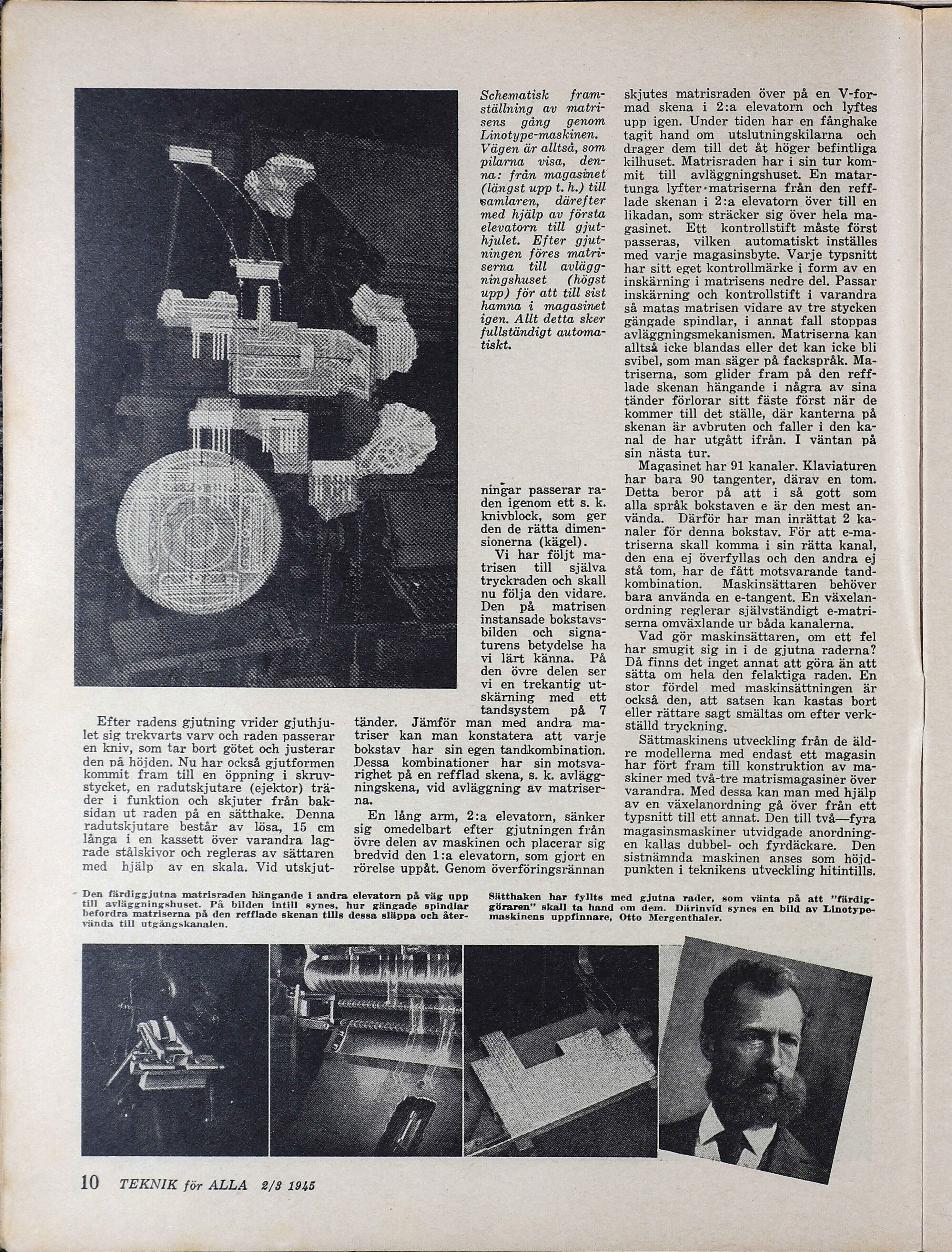
Schematisk — fram-
ställning av matri-
sens gång genom
Linotype-maskinen.
Vägen är alltså, som
pilarna visa, den-
na: från magasinet
(längst upp t. h.) till
samlaren, därefter
med hjälp av första
elevatorn till gjut-
hjulet. Efter gjut-
ningen föres matri-
serna till avlägg-
ningshuset (högst
upp) för att till sist
mna i magasinet
igen. Allt detta sker
fullständigt automa-
tiskt.
ningar passerar ra-
den igenom ett s. k.
knivblock, som ger
den de rätta dimen-
sionerna (kägel).
Vi har följt ma-
trisen = till själva
tryckraden och skall
nu följa den vidare.
Den på matrisen
instansade bokstavs-
bilden och signa-
turens betydelse ha
vi lärt känna. På
den övre delen ser
vi en trekantig ut-
skärning med ett
tandsystem på 7
tänder. Jämför man med andra ma-
triser kan man konstatera att varje
bokstav har sin egen tandkombination.
Dessa kombinationer har sin motsva-
righet på en refflad skena, s. k. avlägg-
ningskena, vid avläggning av matriser-
na.
En lång arm, 2:a elevatorn, sänker
sig omedelbart efter gjutningen från
övre delen av maskinen och placerar sig
bredvid den 1:a elevatorn, som gjort en
rörelse uppåt. Genom överföringsrännan
skjutes matrisraden över på en V-for-
mad skena i 2:a elevatorn och lyftes
upp igen. Under tiden har en fånghake
tagit hand om utslutningskilarna och
drager dem till det åt höger befintliga
kilhuset. Matrisraden har i sin tur kom-
mit till avläggningshuset. En matar-
tunga lyfter-matriserna från den reff-
lade skenan i 2:a elevatorn över till en
likadan, som sträcker sig över hela ma-
gasinet. Ett kontrollstift måste först
passeras, vilken automatiskt inställes
med varje magasinsbyte. Varje typsnitt
har sitt eget kontrollmärke i form av en
inskärning i matrisens nedre del. Passar
inskärning och kontrollstift i varandra
så matas matrisen vidare av tre stycken
gängade spindlar, i annat fall stoppas
avläggningsmekanismen. Matriserna kan
alltså icke blandas eller det kan icke bli
svibel, som man säger på fackspråk. Ma-
triserna, som glider fram på den reff-
lade skenan hängande i några av sina
tänder förlorar sitt fäste först när de
kommer till det ställe, där kanterna på
skenan är avbruten och faller i den ka-
nal de har utgått ifrån. I väntan på
sin nästa tur.
Magasinet har 91 kanaler. Klaviaturen
har bara 90 tangenter, därav en tom.
Detta beror på att i så gott som
alla språk bokstaven e är den mest an-
vända. Därför har man inrättat 2 ka-
naler för denna bokstav. För att e-ma-
triserna skall komma i sin rätta kanal,
den ena ej överfyllas och den andra ej
stå tom, har de fått motsvarande tand-
kombination. Maskinsättaren behöver
bara använda en e-tangent. En växelan-
ordning reglerar självständigt e-matri-
serna omväxlande ur båda kanalerna.
Vad gör maskinsättaren, om ett fel
har smugit sig in i de gjutna raderna?
Då finns det inget annat att göra än att
sätta om hela den felaktiga raden. En
stor fördel med maskinsättningen är
också den, att satsen kan kastas bort
eller rättare sagt smältas om efter verk-
ställd tryckning.
Sättmaskinens utveckling från de äld-
re modellerna med endast ett magasin
har fört fram till konstruktion av ma-
skiner med två-tre matrismagasiner över
varandra. Med dessa kan man med hjälp
av en växelanordning gå över från ett
typsnitt till ett annat. Den till två—fyra
magasinsmaskiner utvidgade anordning-
en kallas dubbel- och fyrdäckare. Den
sistnämnda maskinen anses som höjd-
punkten i teknikens utveckling hitintills.
Sätthaken har fyllts med gjutna rader, som vänta på att ”färdig-
göraren” skall ta hand om dem. Därinvid synes en bild av Linotype-
maskinens uppfinnare, Otto Mergenthaler.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Wed Nov 12 02:06:52 2025
(aronsson)
(download)
<< Previous
Next >>
https://runeberg.org/tfa/1945-5/0010.html


{kind=link}