
Full resolution (JPEG) - On this page / på denna sida - I. Metallernas bearbetning, av G. Sellergren - Gjutning - Formning med maskiner

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
20
METALLERNAS BEARBETNING.
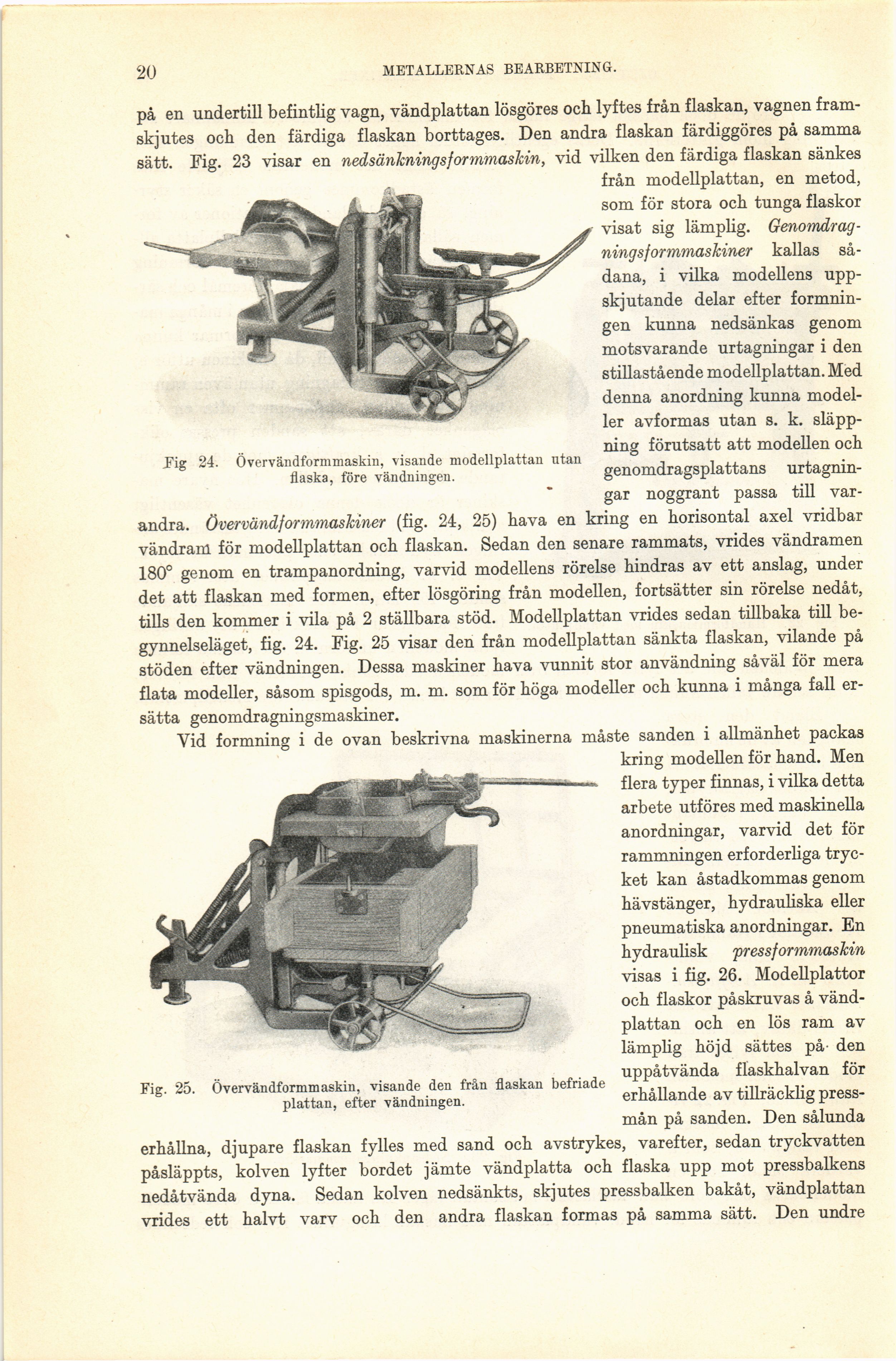
Fig 24. Övervändformmaskin, visande modellplattan utan
flaska, före vändningen.
Fig. 25. Övervändformmaskin, visande den från flaskan befriade
plattan, efter vändningen.
på en undertill befintlig vagn, vändplattan lösgöres och lyftes från flaskan, vagnen
fram-skjutes och den färdiga flaskan borttages. Den andra flaskan färdiggöres på samma
sätt. Fig. 23 visar en nedsänkningsf or mmaskin, vid vilken den färdiga flaskan sänkes
från modellplattan, en metod,
som för stora och tunga flaskor
visat sig lämplig.
Genomdragnings for mmaskiner kallas
sådana, i vilka modellens
uppskjutande delar efter
formningen kunna nedsänkas genom
motsvarande urtagningar i den
stillastående modellplattan. Med
denna anordning kunna
modeller avformas utan s. k.
släpp-ning förutsatt att modellen och
genomdragsplattans
urtagningar noggrant passa till
var
andra. övervändformmaskiner (fig. 24, 25) hava en kring en horisontal axel vridbar
vändram för modellplattan och flaskan. Sedan den senare rammats, vrides vändramen
180° genom en trampanordning, varvid modellens rörelse hindras av ett anslag, under
det att flaskan med formen, efter lösgöring från modellen, fortsätter sin rörelse nedåt,
tills den kommer i vila på 2 ställbara stöd. Modellplattan vrides sedan tillbaka till
begynnelseläget, fig. 24. Fig. 25 visar den från modellplattan sänkta flaskan, vilande på
stöden efter vändningen. Dessa maskiner hava vunnit stor användning såväl för mera
flata modeller, såsom spisgods, m. m. som för höga modeller och kunna i många fall
ersätta genomdragningsmaskiner.
Vid formning i de ovan beskrivna maskinerna måste sanden i allmänhet packas
kring modellen för hand. Men
flera typer finnas, i vilka detta
arbete utföres med maskinella
anordningar, varvid det för
rammningen erforderliga
trycket kan åstadkommas genom
hävstänger, hydrauliska eller
pneumatiska anordningar. En
hydraulisk pressformmaskin
visas i fig. 26. Modellplattor
och flaskor påskruvas å
vändplattan och en lös ram av
lämplig höjd sättes på- den
uppåtvända flaskhalvan för
erhållande av tillräcklig
press-mån på sanden. Den sålunda
erhållna, djupare flaskan fylles med sand och avstrykes, varefter, sedan tryckvatten
påsläppts, kolven lyfter bordet jämte vändplatta och flaska upp mot pressbalkens
nedåtvända dyna. Sedan kolven nedsänkts, skjutes pressbalken bakåt, vändplattan
vrides ett halvt varv och den andra flaskan formas på samma sätt. Den undre
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}