
Full resolution (JPEG) - On this page / på denna sida - I. Metallernas bearbetning, av G. Sellergren - Metallernas förberedande mekaniska bearbetning, av G. Ödqvist - Smidning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
FÖRBEREDANDE MEKANISK BEARBETNING. SMIDNING.
53
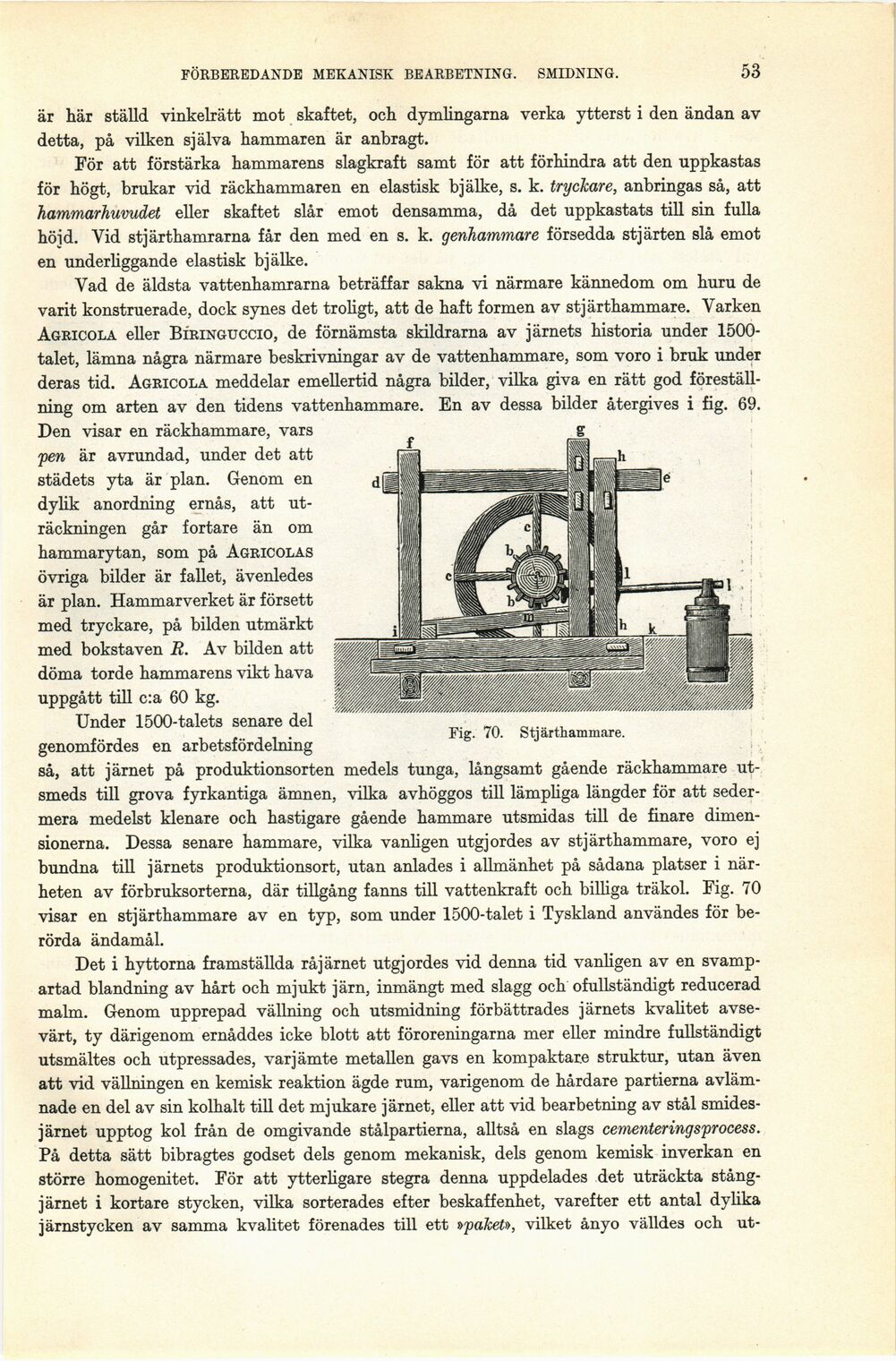
Fig. 70. Stjärthammare.
är här ställd vinkelrätt mot skaftet, och dymlingarna verka ytterst i den ändan av
detta, på vilken själva hammaren är anbragt.
För att förstärka hammarens slagkraft samt för att förhindra att den uppkastas
för högt, brukar vid räckhammaren en elastisk bjälke, s. k. tryckare, anbringas så, att
hammarhuvudet eller skaftet slår emot densamma, då det uppkastats till sin fulla
höjd. Vid stjärthamrarna får den med en s. k. genhammare försedda stjärten slå emot
en underliggande elastisk bjälke.
Vad de äldsta vattenhamrarna beträffar sakna vi närmare kännedom om huru de
varit konstruerade, dock synes det troligt, att de haft formen av stjärthammare. Varken
Agricola eller BIringuccio, de förnämsta skildrarna av järnets historia under
1500-talet, lämna några närmare beskrivningar av de vattenhammare, som voro i bruk under
deras tid. Agricola meddelar emellertid några bilder, vilka giva en rätt god
föreställning om arten av den tidens vattenhammare. En av dessa bilder återgives i fig. 69.
Den visar en räckhammare, vars
pen är avrundad, under det att
städets yta är plan. Genom en
dylik anordning ernås, att
ut-räckningen går fortare än om
hammarytan, som på Agricolas
övriga bilder är fallet, ävenledes
är plan. Hammarverket är försett
med tryckare, på bilden utmärkt
med bokstaven R. Av bilden att
döma torde hammarens vikt hava
uppgått till c:a 60 kg.
Under 1500-talets senare del
genomfördes en arbetsfördelning
så, att järnet på produktionsorten medels tunga, långsamt gående räckhammare
ut-smeds till grova fyrkantiga ämnen, vilka avhöggos till lämpliga längder för att
sedermera medelst klenare och hastigare gående hammare utsmidas till de finare
dimensionerna. Dessa senare hammare, vilka vanligen utgjordes av stjärthammare, voro ej
bundna till järnets produktionsort, utan anlades i allmänhet på sådana platser i
närheten av förbruksorterna, där tillgång fanns till vattenkraft och billiga träkol. Fig. 70
visar en stjärthammare av en typ, som under 1500-talet i Tyskland användes för
berörda ändamål.
Det i hyttorna framställda råjärnet utgjordes vid denna tid vanligen av en
svamp-artad blandning av hårt och mjukt järn, inmängt med slagg och ofullständigt reducerad
malm. Genom upprepad vällning och utsmidning förbättrades järnets kvalitet
avsevärt, ty därigenom ernåddes icke blott att föroreningarna mer eller mindre fullständigt
utsmältes och utpressades, varjämte metallen gavs en kompaktare struktur, utan även
att vid vällningen en kemisk reaktion ägde rum, varigenom de hårdare partierna
avlämnade en del av sin kolhalt till det mjukare järnet, eller att vid bearbetning av stål
smidesjärnet upptog kol från de omgivande stålpartierna, alltså en slags cementeringsprocess.
På detta sätt bibragtes godset dels genom mekanisk, dels genom kemisk inverkan en
större homogenitet. För att ytterligare stegra denna uppdelades det uträckta
stångjärnet i kortare stycken, vilka sorterades efter beskaffenhet, varefter ett antal dylika
järnstycken av samma kvalitet förenades till ett ■»paket», vilket ånyo välldes och
ut
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}