
Full resolution (JPEG) - On this page / på denna sida - I. Metallernas bearbetning, av G. Sellergren - Metallernas förberedande mekaniska bearbetning, av G. Ödqvist - Valsning

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
FÖRBEREDANDE MEKANISK BEARBETNING. VALSNING.
85
Universal valsverk användas för tillverkning av s. k. universalplåt med
c:a 100 till c:a 1 200 mm:s bredd och varierande tjocklek samt vidare för valsning av
platiner, bandjärn, ämnen för lappvällda rör m. m.
Närmare beskrivning av valsverkens uppställning och allmänna anordning lämnas
å sid. 115 och följande.
Valsningens teori. När ett ämne införes mellan tvenne roterande valsar,
erfordras, för att någon valsning över huvud skall äga rum, att ämnet är tjockare än det
minsta avståndet mellan valsarna. Ar så förhållandet, gripa valsarna ämnet, och detta
föres i följd av friktionen mot valsarna fram mellan dessa, varvid det utsättes för en
pressande kraft, som åstadkommer dels en sträckning av ämnet i valsningsriktningen,
dels en bredning av detsamma, samtidigt som tvärsektionen förminskas. Ämnets
tjocklek får dock ej vara hur stor som helst, i det att den ej får överstiga ett visst mått, som
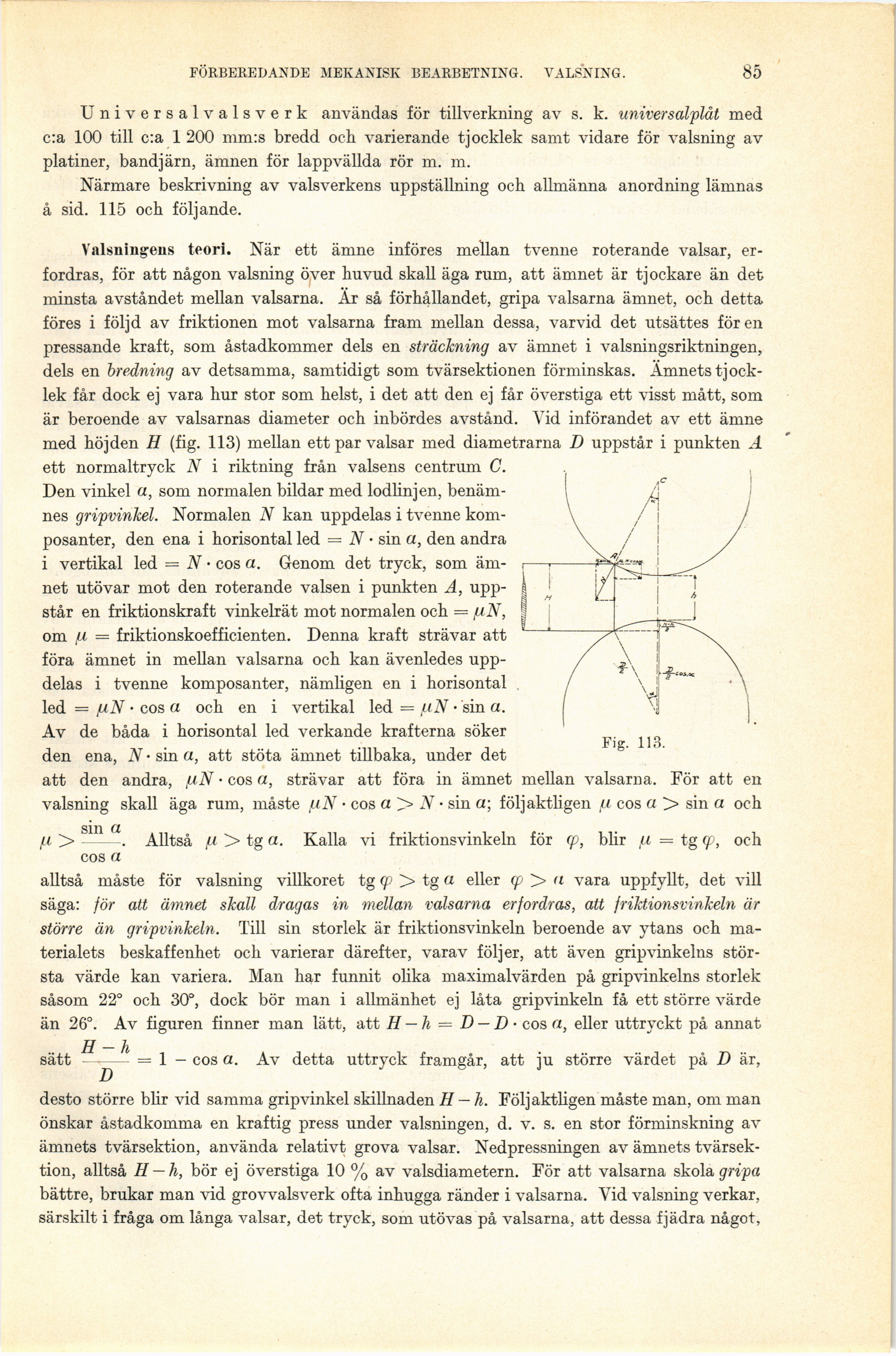
är beroende av valsarnas diameter och inbördes avstånd. Vid införandet av ett ämne
med höjden H (fig. 113) mellan ett par valsar med diametrarna D uppstår i punkten A
ett normaltryck N i riktning från valsens centrum C.
Den vinkel a, som normalen bildar med lodlinjen,
benämnes gripvinkel. Normalen N kan uppdelas i tvenne
kom-posanter, den ena i horisontal led = N • sin a, den andra
i vertikal led = N • cos a. Genom det tryck, som
ämnet utövar mot den roterande valsen i punkten A,
uppstår en friktionskraft vinkelrät mot normalen och = /J.N,
om /a = friktionskoefficienten. Denna kraft strävar att
föra ämnet in mellan valsarna och kan ävenledes
uppdelas i tvenne komposanter, nämligen en i horisontal
led = uN • cos a och en i vertikal led — yN • sin a.
Av de båda i horisontal led verkande krafterna söker
den ena, N • sin a, att stöta ämnet tillbaka, under det
att den andra, fiN • cos a, strävar att föra in ämnet mellan valsarna. För att en
valsning skall äga rum, måste yN • cos a > N • sin a; följaktligen /a cos a > sin a och
> sma_ Alltså u > tg a. Kalla vi friktionsvinkeln för (p, blir u = tg (p, och
cos a
alltså måste för valsning villkoret tg cp > tg a eller rp > (t vara uppfyllt, det vill
säga: för att ämnet skall dragas in mellan valsarna erfordras, att friktionsvinkeln är
större än gripvinkeln. Till sin storlek är friktionsvinkeln beroende av ytans och
materialets beskaffenhet och varierar därefter, varav följer, att även grip vinkelns
största värde kan variera. Man har funnit olika maximalvärden på gripvinkelns storlek
såsom 22° och 30°, dock bör man i allmänhet ej låta gripvinkeln få ett större värde
än 26°. Av figuren finner man lätt, att H — h — D-D - cos a, eller uttryckt på annat
__________ h
sätt ––– — 1 — cos a. Av detta uttryck framgår, att ju större värdet på D är,
desto större blir vid samma gripvinkel skillnaden H — h. Följaktligen måste man, om man
önskar åstadkomma en kraftig press under valsningen, d. v. s. en stor förminskning av
ämnets tvärsektion, använda relativt grova valsar. Nedpressningen av ämnets
tvärsektion, alltså H — h, bör ej överstiga 10 % av valsdiametern. För att valsarna skola gripa
bättre, brukar man vid grovvalsverk ofta inhugga ränder i valsarna. Vid valsning verkar,
särskilt i fråga om långa valsar, det tryck, som utövas på valsarna, att dessa fjädra något,
Fig. 113.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}