
Full resolution (JPEG) - On this page / på denna sida - I. Metallernas bearbetning, av G. Sellergren - Metallernas förberedande mekaniska bearbetning, av G. Ödqvist - Tillverkning av tråd
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
FÖRBEREDANDE MEKANISK BEARBETNING. TRÅDTILLVERKNING.
137
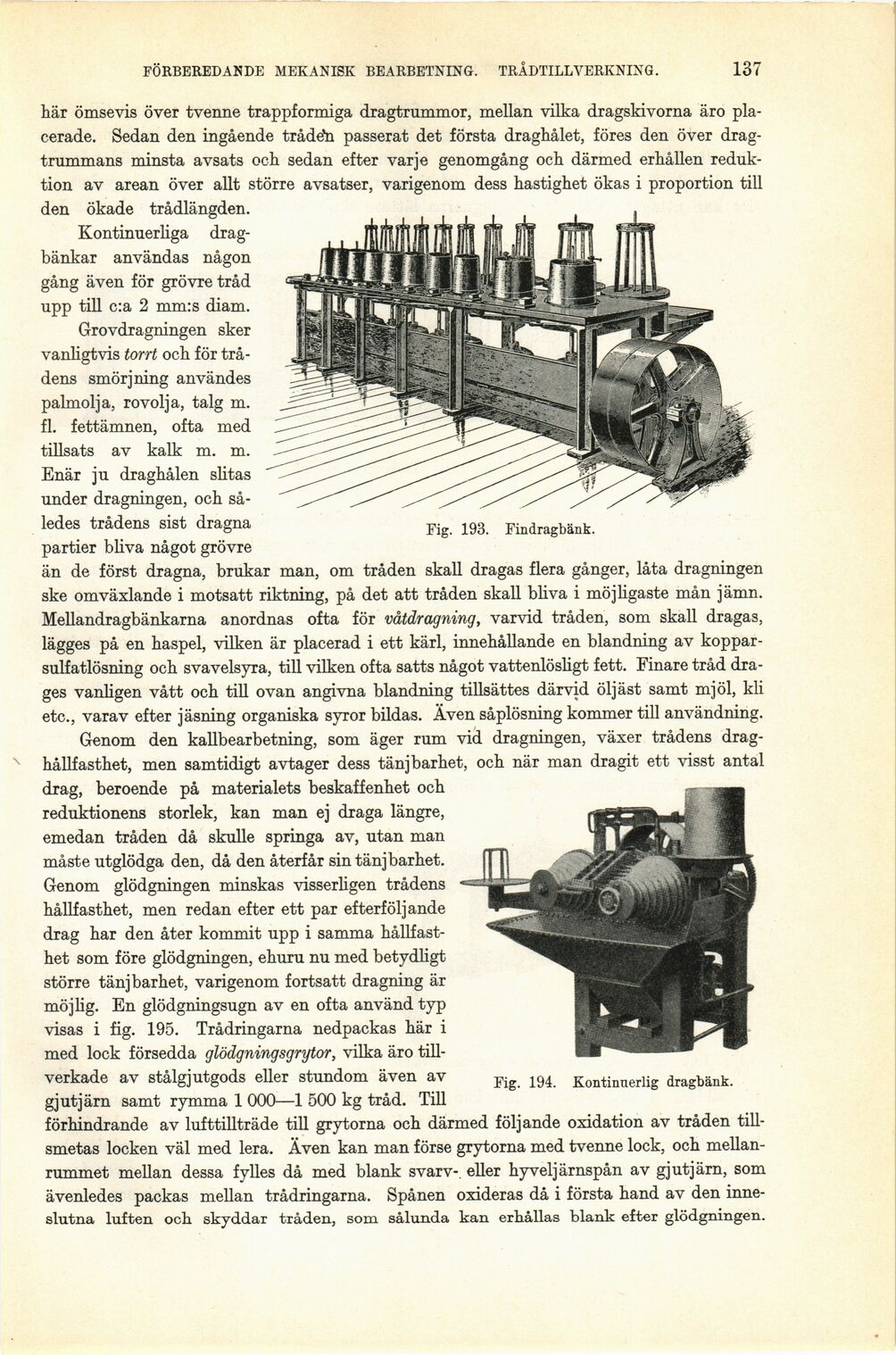
här ömsevis över tvenne trappformiga dragtrummor, mellan vilka dragskivorna äro
placerade. Sedan den ingående tråde*n passerat det första draghålet, föres den över
drag-trummans minsta avsats och sedan efter varje genomgång och därmed erhållen
reduktion av arean över allt större avsatser, varigenom dess hastighet ökas i proportion till
den ökade trådlängden.
Kontinuerliga
dragbänkar användas någon
gång även för grövre tråd
upp till c:a 2 mm:s diam.
Grovdragningen sker
vanligtvis torrt och för
trådens smörj ning användes
palmolja, rovolja, talg m.
fl. fettämnen, ofta med
tillsats av kalk m. m.
Enär ju draghålen slitas
under dragningen, och
således trådens sist dragna
partier bliva något grövre
än de först dragna, brukar man, om tråden skall dragas flera gånger, låta dragningen
ske omväxlande i motsatt riktning, på det att tråden skall bliva i möjligaste mån jämn.
Mellandragbänkarna anordnas ofta för våtdragning, varvid tråden, som skall dragas,
lägges på en haspel, vilken är placerad i ett kärl, innehållande en blandning av
koppar-sulfatlösning och svavelsyra, till vilken ofta satts något vattenlösligt fett. Finare tråd
dragés vanligen vått och till ovan angivna blandning tillsättes därvid öljäst samt mjöl, kli
etc., varav efter jäsning organiska syror bildas. Även såplösning kommer till användning.
Genom den kallbearbetning, som äger rum vid dragningen, växer trådens
draghållfasthet, men samtidigt avtager dess tänj bar het, och när man dragit ett visst antal
drag, beroende på materialets beskaffenhet och
reduktionens storlek, kan man ej draga längre,
emedan tråden då skulle springa av, utan man
måste utglödga den, då den återfår sin tänjbarhet.
Genom glödgningen minskas visserligen trådens
hållfasthet, men redan efter ett par efterföljande
drag har den åter kommit upp i samma
hållfasthet som före glödgningen, ehuru nu med betydligt
större tänjbarhet, varigenom fortsatt dragning är
möjlig. En glödgningsugn av en ofta använd typ
visas i fig. 195. Trådringarna nedpackas här i
med lock försedda glödgningsgrytor, vilka äro
tillverkade av stålgjutgods eller stundom även av
gjutjärn samt rymma 1 000—1 500 kg tråd. Till
förhindrande av lufttillträde till grytorna och därmed följande oxidation av tråden
till-smetas locken väl med lera. Även kan man förse grytorna med tvenne lock, och
mellanrummet mellan dessa fylles då med blank svarv-, eller hyveljärnspån av gjutjärn, som
ävenledes packas mellan trådringarna. Spånen oxideras då i första hand av den
inneslutna luften och skyddar tråden, som sålunda kan erhållas blank efter glödgningen.
Fig. 193. Findragbänk.
Fig. 194. Kontinuerlig dragbänk.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}