
Full resolution (JPEG) - On this page / på denna sida - I. Metallernas bearbetning, av G. Sellergren - Metallernas förberedande mekaniska bearbetning, av G. Ödqvist - Tillverkning av rör
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
FÖRBEREDANDE MEKANISK BEARBETNING. RÖRTILLVERKNING.
151
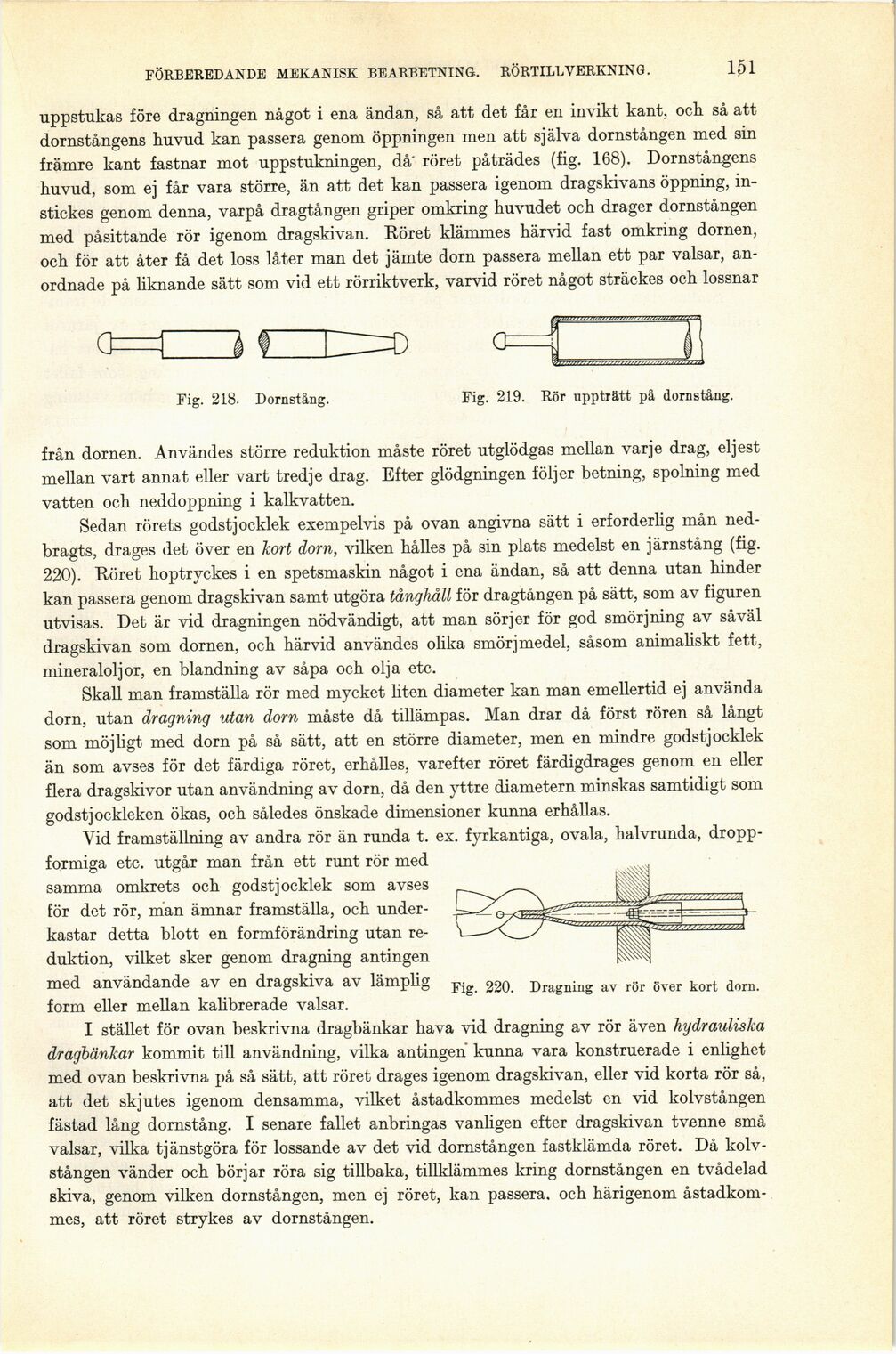
uppstukas före dragningen något i ena ändan, så att det får en invikt kant, och så att
dornstångens huvud kan passera genom öppningen men att själva dornstången med sin
främre kant fastnar mot uppstukningen, da röret påträdes (fig. 168). Dornstångens
huvud, som ej får vara större, än att det kan passera igenom dragskivans öppning,
in-stickes genom denna, varpå dragtången griper omkring huvudet och drager dornstången
med påsittande rör igenom dragskivan. Röret klämmes härvid fast omkring dornen,
och för att åter få det loss låter man det jämte dorn passera mellan ett par valsar,
anordnade på liknande sätt som vid ett rörriktverk, varvid röret något sträckes och lossnar
Fig. 218. Dornstång.
Fig. 219. Rör uppträtt på dornstång.
från dornen. Användes större reduktion måste röret utglödgas mellan varje drag, eljest
mellan vart annat eller vart tredje drag. Efter glödgningen följer betning, spolning med
vatten och neddoppning i kalkvatten.
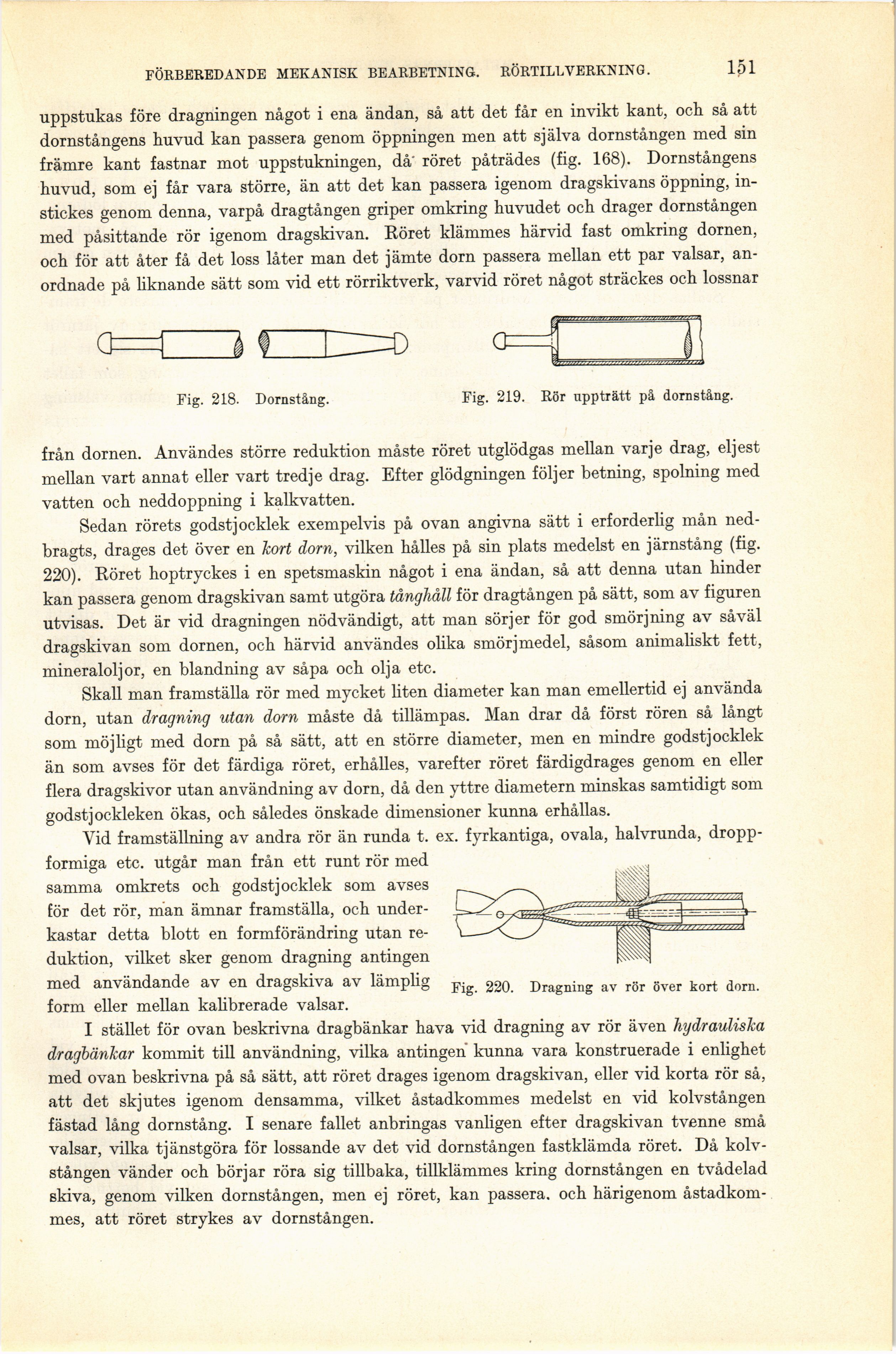
Sedan rörets godstjocklek exempelvis på ovan angivna sätt i erforderlig mån
ned-bragts, dragés det över en kort dorn, vilken hålles på sin plats medelst en järnstång (fig.
220). Röret hoptryckes i en spetsmaskin något i ena ändan, så att denna utan hinder
kan passera genom dragskivan samt utgöra tånghåll för dragtången på sätt, som av figuren
utvisas. Det är vid dragningen nödvändigt, att man sörjer för god smörj ning av såväl
dragskivan som dornen, och härvid användes olika smörjmedel, såsom animaliskt fett,
mineraloljor, en blandning av såpa och olja etc.
Skall man framställa rör med mycket liten diameter kan man emellertid ej använda
dorn, utan dragning utan dorn måste då tillämpas. Man drar då först rören så långt
som möjligt med dorn på så sätt, att en större diameter, men en mindre godstjocklek
än som avses för det färdiga röret, erhålles, varefter röret färdigdrages genom en eller
flera dragskivor utan användning av dorn, då den yttre diametern minskas samtidigt som
godstjockleken ökas, och således önskade dimensioner kunna erhållas.
Vid framställning av andra rör än runda t. ex. fyrkantiga, ovala, halvrunda,
dropp-formiga etc. utgår man från ett runt rör med
samma omkrets och godstjocklek som avses
för det rör, man ämnar framställa, och
underkastar detta blott en formförändring utan
reduktion, vilket sker genom dragning antingen
med användande av en dragskiva av lämplig
form eller mellan kalibrerade valsar.
I stället för ovan beskrivna dragbänkar hava vid dragning av rör även hydrauliska
dragbänkar kommit till användning, vilka antingen kunna vara konstruerade i enlighet
med ovan beskrivna på så sätt, att röret dragés igenom dragskivan, eller vid korta rör så,
att det skjutes igenom densamma, vilket åstadkommes medelst en vid kolvstången
fästad lång dornstång. I senare fallet anbringas vanligen efter dragskivan tvenne små
valsar, vilka tjänstgöra för lossande av det vid dornstången fastklämda röret. Då
kolvstången vänder och börjar röra sig tillbaka, tillklämmes kring dornstången en tvådelad
skiva, genom vilken dornstången, men ej röret, kan passera, och härigenom
åstadkommes, att röret strykes av dornstången.
Fig. 220. Dragning av rör över kort dorn.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}