
Full resolution (JPEG) - On this page / på denna sida - I. Metallernas bearbetning, av G. Sellergren - Specialtillverkningar - Sågar och filar
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
SPECIALTILLVERKNINGAR. SÅGAR.
331
na anordning har visserligen därjämte den fördelen, att klingan ej så starkt upphettas
under sågningen, men å andra sidan uppkommer en olägenhet därav, att sågspån
fastnar i dessa hål, varigenom friktionen ökas.
Har cirkelsågen mycket stor diameter, användas utbytbara tänder, insatta i stället
för fasta. Dessa kunna anordnas på olika sätt (fig. 602, 603), svårigheten ligger blott
i deras stadiga och bekväma fästande samt att förekomma sågspåns fastnande å dessa
ställen. Sådana sågblad erbjuda åtskilliga fördelar. Själva klingan kan göras av ett
mjukare och mindre dyrbart material, och blott tänderna göras av gott stål; diametern
hålles alltid vid samma storlek, och tandens skärpning fordrar ej samma omsorg och
■erfarenhet som vid vanliga sågar. I följd av den jämförelsevis stora tjockleken hos
sågbladet samt tandspetsarnas stora bredd blir virkesförlusten genom spånmängden
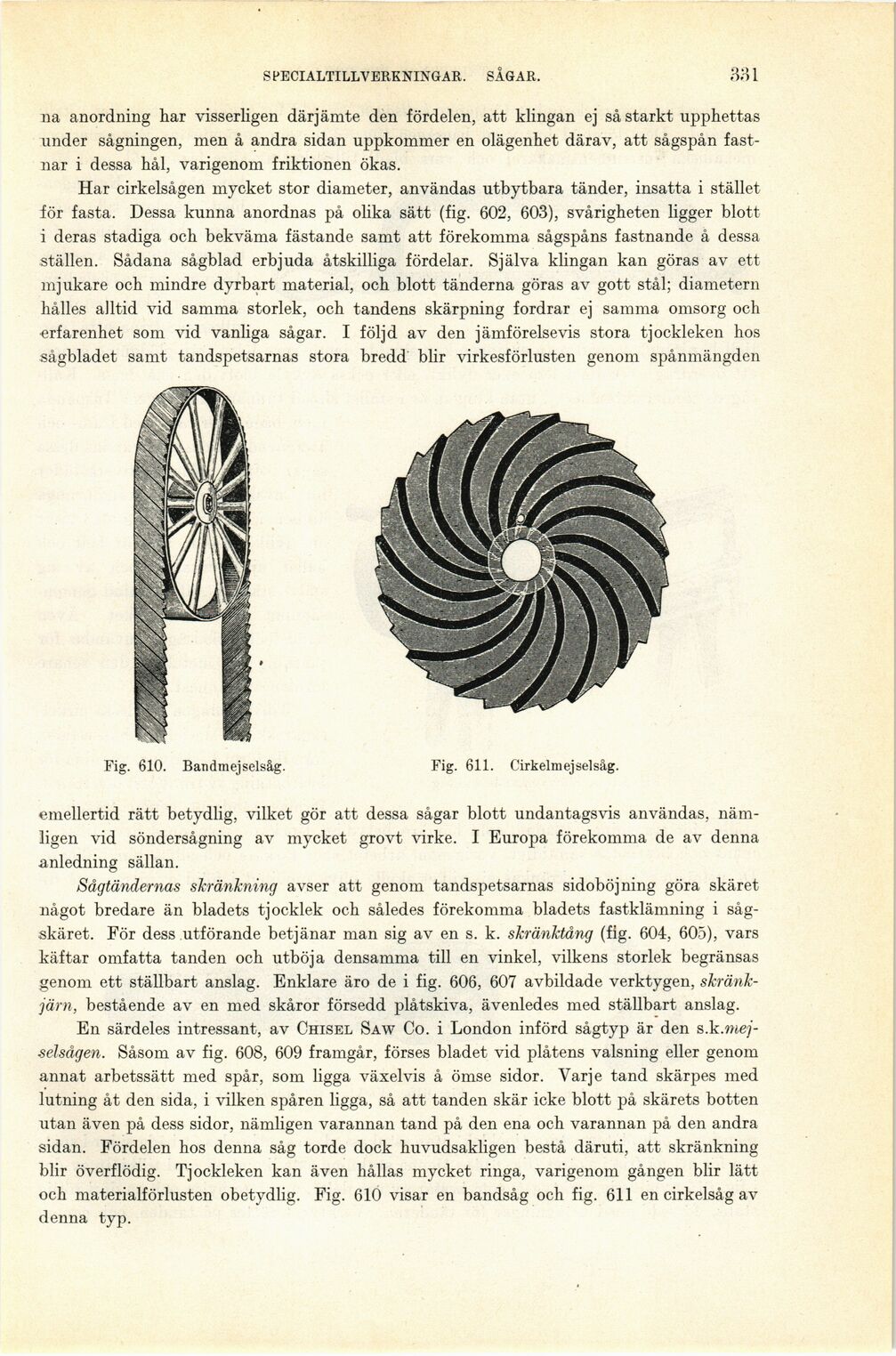
Fig. 610. Bandmejselsåg.
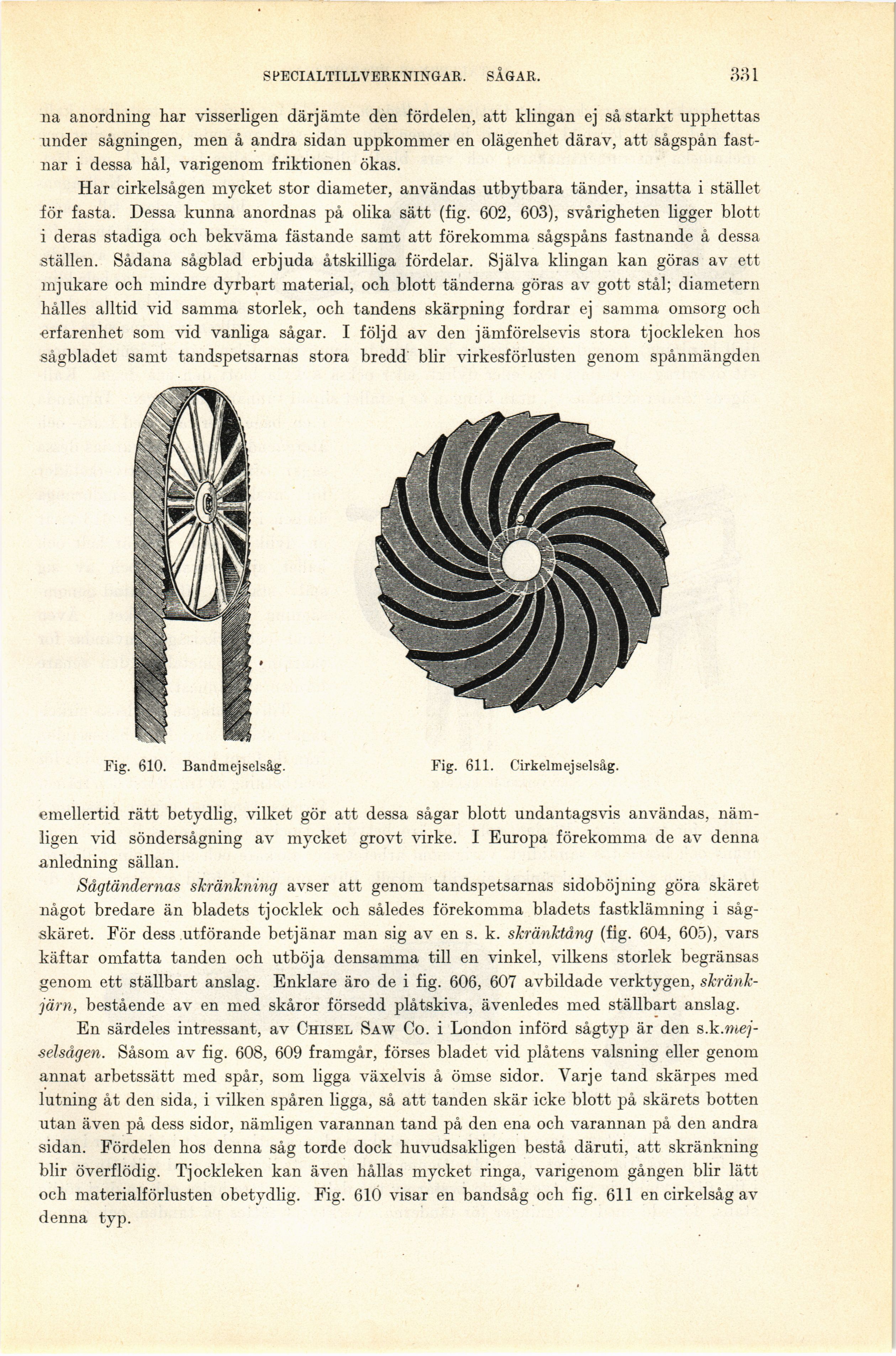
Fig. 611. Cirkelmejselsåg.
emellertid rätt betydlig, vilket gör att dessa sågar blott undantagsvis användas,
nämligen vid söndersågning av mycket grovt virke. I Europa förekomma de av denna
anledning sällan.
Sågtändernas skränkning avser att genom tandspetsarnas sidoböjning göra skäret
något bredare än bladets tjocklek och således förekomma bladets fastklämning i
såg-skäret. För dess utförande betjänar man sig av en s. k. skränktång (fig. 604, 605), vars
käftar omfatta tanden och utböja densamma till en vinkel, vilkens storlek begränsas
genom ett ställbart anslag. Enklare äro de i fig. 606, 607 avbildade verktygen,
skränk-järn, bestående av en med skåror försedd plåtskiva, ävenledes med ställbart anslag.
En särdeles intressant, av Chisel Saw Co. i London införd sågtyp är den
s.k.me/-selsågen. Såsom av fig. 608, 609 framgår, förses bladet vid plåtens valsning eller genom
annat arbetssätt med spår, som ligga växelvis å ömse sidor. Varje tand skärpes med
lutning åt den sida, i vilken spåren ligga, så att tanden skär icke blott på skärets botten
utan även på dess sidor, nämligen varannan tand på den ena och varannan på den andra
sidan. Fördelen hos denna såg torde dock huvudsakligen bestå däruti, att skränkning
blir överflödig. Tjockleken kan även hållas mycket ringa, varigenom gången blir lätt
och materialförlusten obetydlig. Fig. 610 visar en bandsåg och fig. 611 en cirkelsåg av
denna typ.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}