
Full resolution (JPEG) - On this page / på denna sida - I. Metallernas bearbetning, av G. Sellergren - Specialtillverkningar - Stålpennor, spik och stift - Trådstift
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
SPECIALTILLVERKNINGAR. TRÅDSTIFT.
359
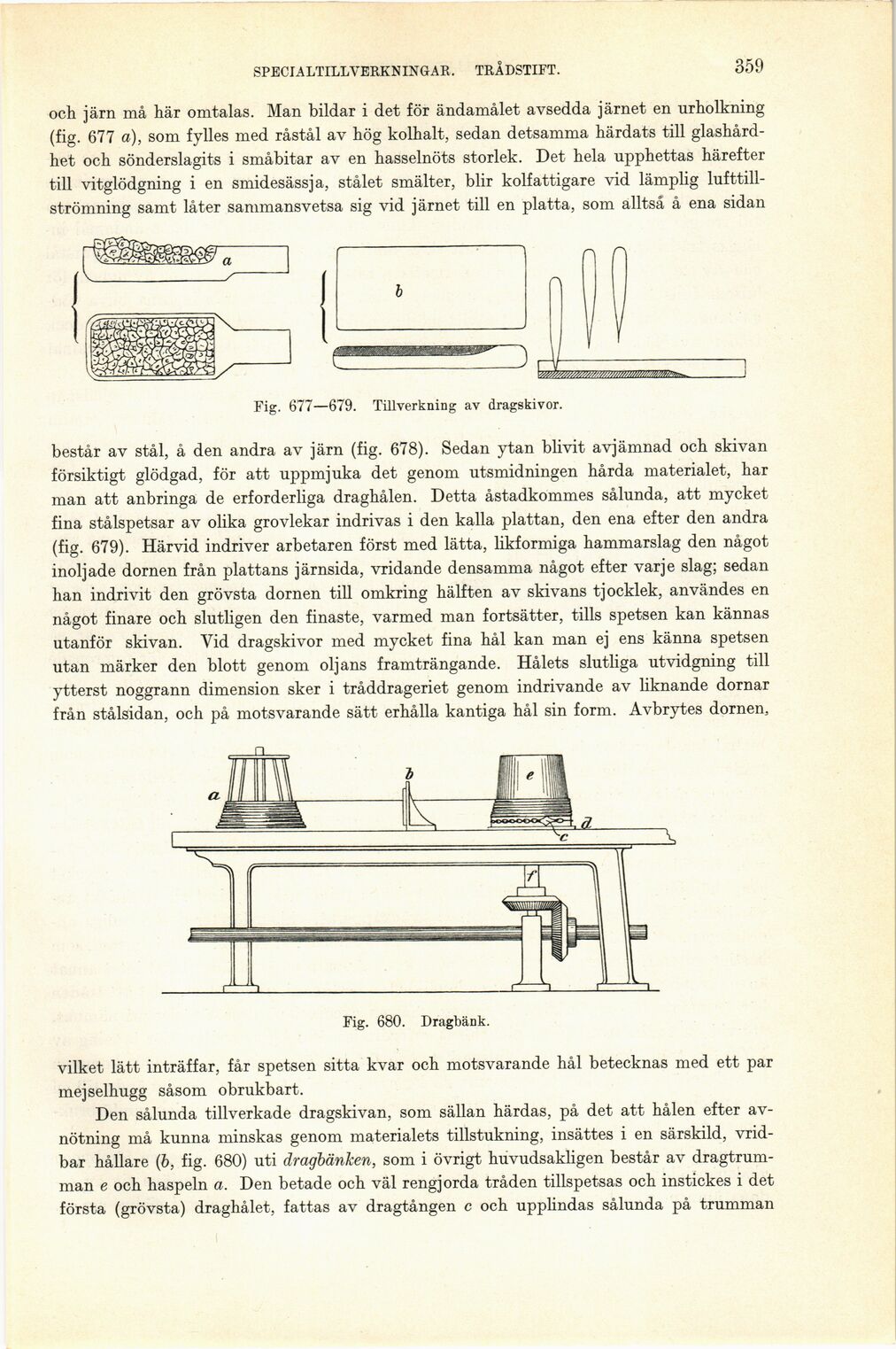
och järn må här omtalas. Man bildar i det för ändamålet avsedda järnet en urholkning
(fig. 677 a), som fylles med råstål av hög kolhalt, sedan detsamma härdats till
glashårdhet och sönderslagits i småbitar av en hasselnöts storlek. Det hela upphettas härefter
till vitglödgning i en smidesässja, stålet smälter, blir kolfattigare vid lämplig
lufttillströmning samt låter sammansvetsa sig vid järnet till en platta, som alltså å ena sidan
Fig. 677—679. Tillverkning av dragskivor.
består av stål, å den andra av järn (fig. 678). Sedan ytan blivit avjämnad och skivan
försiktigt glödgad, för att uppmjuka det genom utsmidningen hårda materialet, har
man att anbringa de erforderliga draghålen. Detta åstadkommes sålunda, att mycket
fina stålspetsar av olika grovlekar indrivas i den kalla plattan, den ena efter den andra
(fig. 679). Härvid indriver arbetaren först med lätta, likformiga hammarslag den något
inoljade dornen från plattans järnsida, vridande densamma något efter varje slag; sedan
han indrivit den grövsta dornen till omkring hälften av skivans tjocklek, användes en
något finare och slutligen den finaste, varmed man fortsätter, tills spetsen kan kännas
utanför skivan. Vid dragskivor med mycket fina hål kan man ej ens känna spetsen
utan märker den blott genom oljans framträngande. Hålets slutliga utvidgning till
ytterst noggrann dimension sker i tråddrageriet genom indrivande av liknande dornar
från stålsidan, och på motsvarande sätt erhålla kantiga hål sin form. Avbrytes dornen.
Fig. 680. Dragbänk.
vilket lätt inträffar, får spetsen sitta kvar och motsvarande hål betecknas med ett par
mejselhugg såsom obrukbart.
Den sålunda tillverkade dragskivan, som sällan härdas, på det att hålen efter
avnötning må kunna minskas genom materialets tillstukning, insättes i en särskild,
vridbar hållare (5, fig. 680) uti dragbänken, som i övrigt huvudsakligen består av
dragtrumman e och haspeln a. Den betade och väl rengjorda tråden tillspetsas och instickes i det
första (grövsta) draghålet, fattas av dragtången c och upplindas sålunda på trumman
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}