
Full resolution (JPEG) - On this page / på denna sida - Metaller och metallegeringar, av Pehr Lagerhjelm - Mässing - 64. Bearbetning - 65. Ytbehandling

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Metaller och metallegeringar
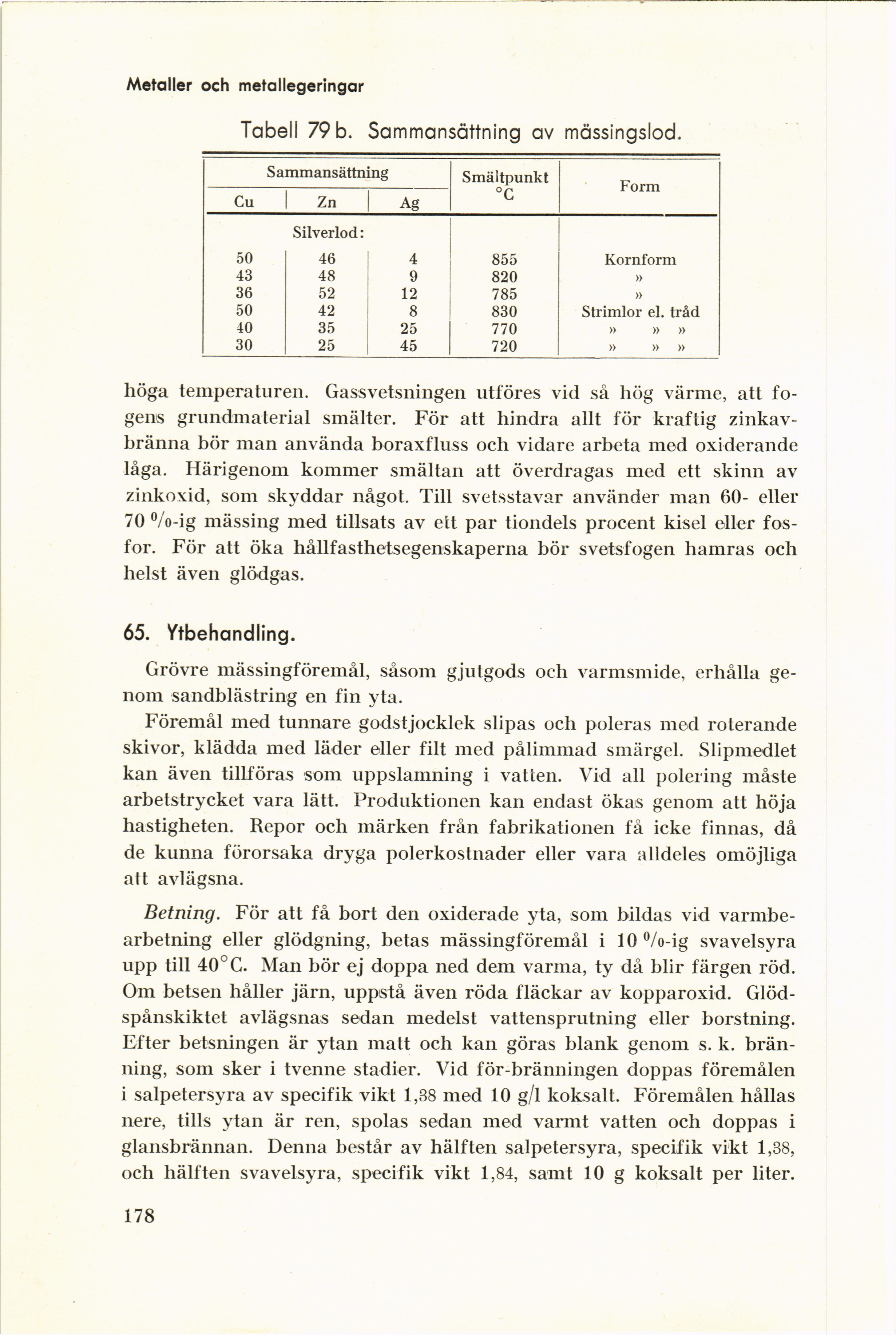
Tabell 79 b. Sammansättning av mässingslod.
Sammansättning Smältpunkt °C Form
Cu Zn Ag
50 Silverlod: 46 4 855 Kornform
43 48 9 820 »
36 52 12 785 »
50 42 8 830 Strimlor el. tråd
40 35 25 770 » » »
30 25 45 720 » » »
höga temperaturen. Gassvetsningen utföres vid så hög värme, att
fogens grundmaterial smälter. För att hindra allt för kraftig
zinkavbränna bör man använda boraxfluss och vidare arbeta med oxiderande
låga. Härigenom kommer smältan att överdragas med ett skinn av
zinkoxid, som skyddar något. Till svetsstavar använder man 60- eller
70 °/o-ig mässing med tillsats av ett par tiondels procent kisel eller
fosfor. För att öka hållfasthetsegenskaperna bör svetsfogen hamras och
helst även glödgas.
65. Ytbehandling.
Grövre mässingföremål, såsom gjutgods och varmsmide, erhålla
genom sandblästring en fin yta.
Föremål med tunnare godstjocklek slipas och poleras med roterande
skivor, klädda med läder eller filt med pålimmad smärgel. Slipmedlet
kan även tillföras som uppslamning i vatten. Vid all polering måste
arbetstrycket vara lätt. Produktionen kan endast ökas genom att höja
hastigheten. Repor och märken från fabrikationen få icke finnas, då
de kunna förorsaka dryga polerkostnader eller vara alldeles omöjliga
att avlägsna.
Betning. För att få bort den oxiderade yta, som bildas vid
varmbearbetning eller glödgning, betas mässingföremål i 10 %-ig svavelsyra
upp till 40° G. Man bör ej doppa ned dem varma, ty då blir färgen röd.
Om betsen håller järn, uppstå även röda fläckar av kopparoxid.
Glöd-spånskiktet avlägsnas sedan medelst vattensprutning eller borstning.
Efter betsningen är ytan matt och kan göras blank genom s. k.
bränning, som sker i tvenne stadier. Vid för-bränningen doppas föremålen
i salpetersyra av specifik vikt 1,38 med 10 g/1 koksalt. Föremålen hållas
nere, tills ytan är ren, spolas sedan med varmt vatten och doppas i
glansbrännan. Denna består av hälften salpetersyra, specifik vikt 1,38,
och hälften svavelsyra, specifik vikt 1,84, samt 10 g koksalt per liter.
178
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}