
Full resolution (JPEG) - On this page / på denna sida - Mätteknik - av K. Gust. Hultström - 178. Enheter och principer för längdmätning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Mätteknik
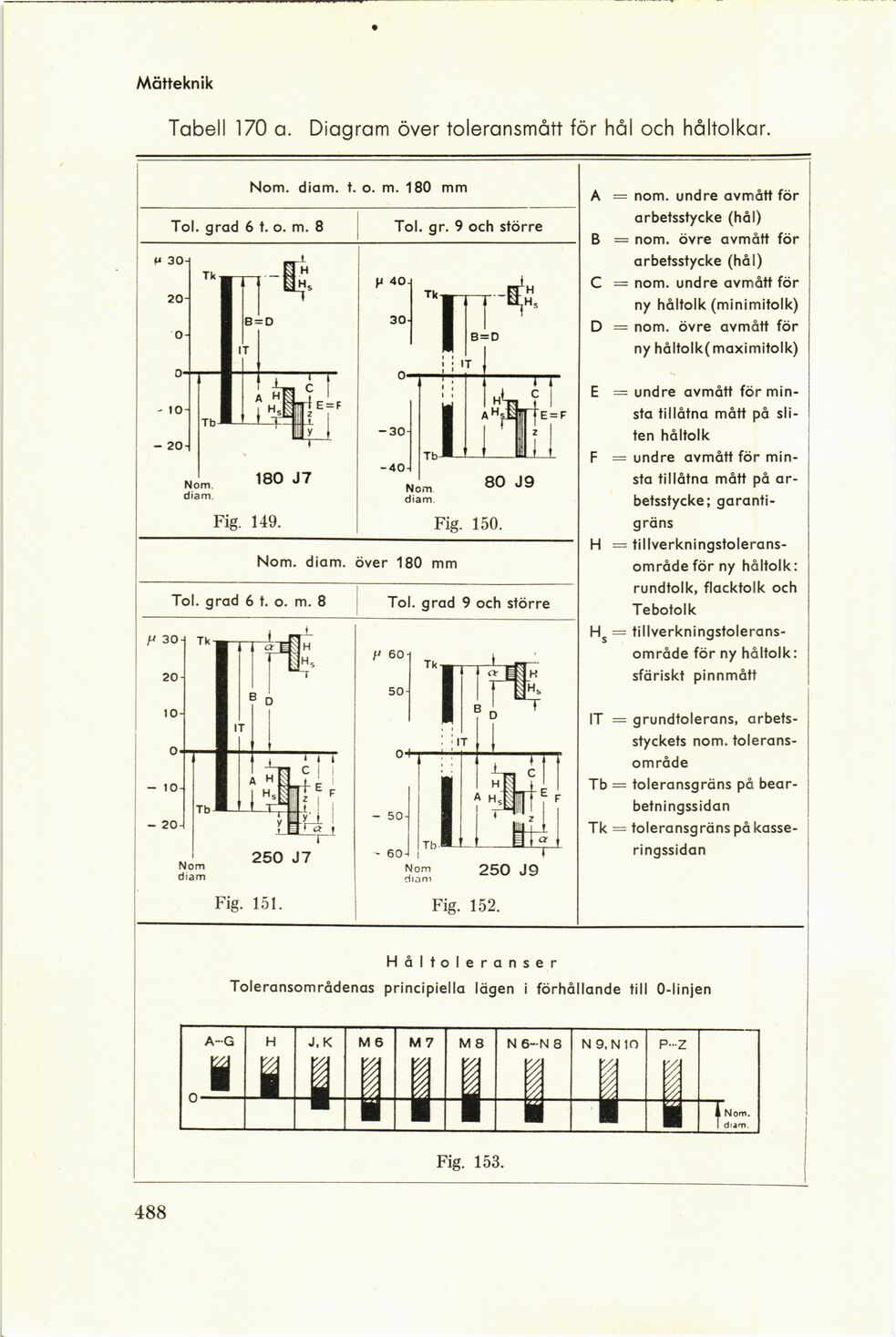
Tabell 170 a. Diagram över toleransmått för hål och håltolkar.
Nom. diam. t. o. m. 180 mm
Tol. grad 6 t. o. m. 8
Tol. gr. 9 och större
Fig. 150.
Nom. diam, över 180 mm
A = nom. undre avmått för
arbetsstycke (hål)
B = nom. övre avmått för
arbetsstycke (hål)
C = nom. undre avmått för
ny håltolk (minimitolk)
D = nom. övre avmått för
ny håItolk(maximitolk)
E = undre avmått för
minsta tillåtna mått på
sliten håltolk
F = undre avmåtf för
minsta tillåtna mått på
arbetsstycke; garantigräns
H =
tillverkningstolerans-områdeförny håltolk:
rundtolk, flacktolk och
Tebotolk
H =
tillverkningstolerans-område för ny håltolk:
sfäriskt pinnmått
IT — grundtolerans,
arbets-styckets nom.
tolerans-område
Tb — toleransgräns på
bear-betningssidan
Tk = toleransgräns på
kasse-ringssidan
Håltoleranser
Toleransområdenas principiella lägen i förhållande till 0-linjen
488
Fig. 149.
Fig. 151.
Fig. 152.
Fig. 153.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}