
Full resolution (JPEG) - On this page / på denna sida - Mätteknik - av K. Gust. Hultström - 182. Ställbara skalmätverktyg - 183. Indikatorer

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Mätteknik
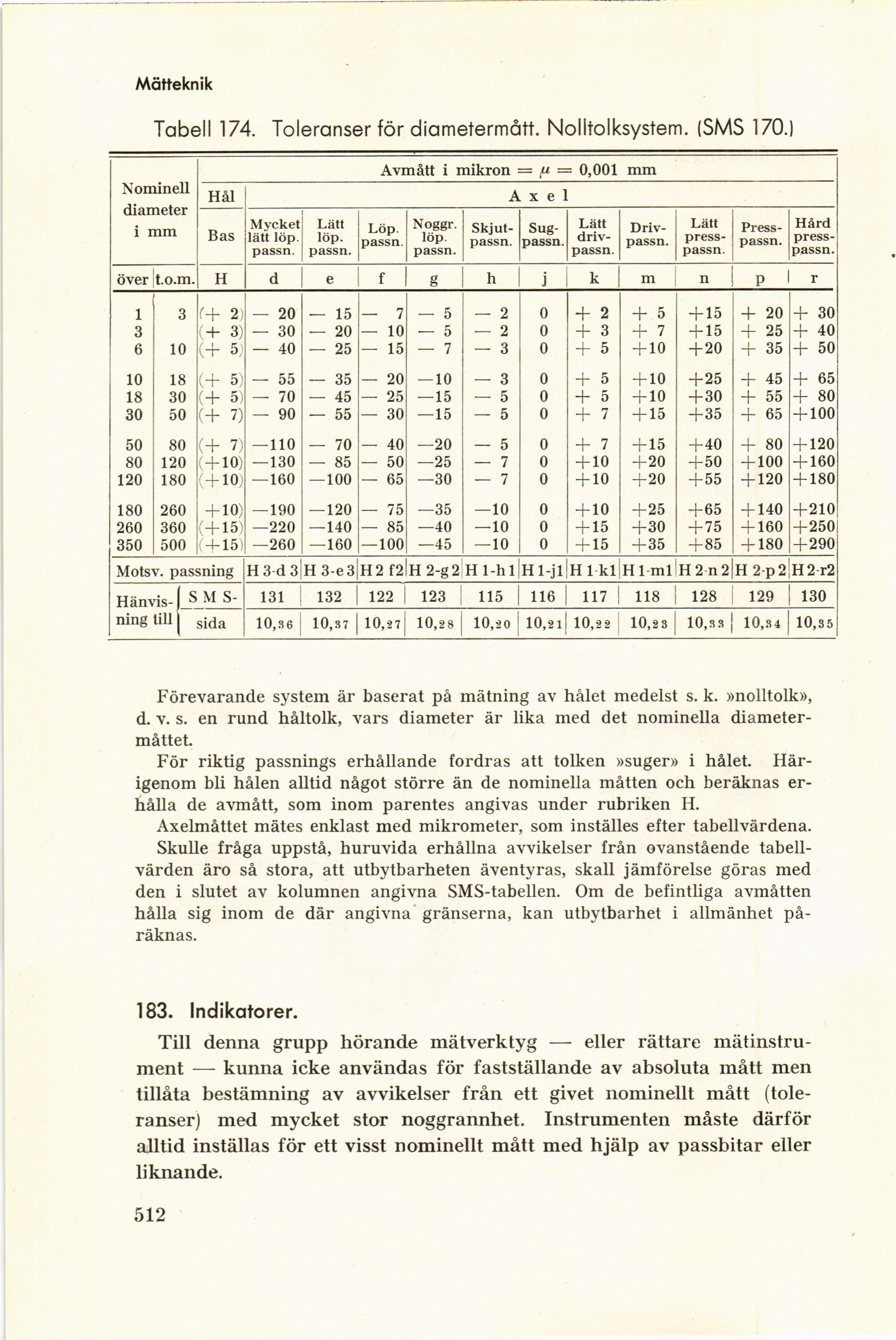
Tabell 174. Toleranser för diametermått. Nolltolksystem. (SMS 170.)
Nominell diameter i mm Avmått i mikron = u = 0,001 mm
Hål Axel
Bas Mycket lätt löp. passn. Lätt löp. passn. Löp. passn. Noggr. löp. passn. [-Skjut-passn. Sug-passn.-] {+Skjut- passn. Sug- passn.+} Lätt
driv-passn. Driv-passn. Lätt
press-passn. Press-passn. Hård
press-passn.
över t.o.m. H d e f g h j k m n p r
1 3 <+ 2) — 20 — 15 — 7 — 5 — 2 0 + 2 + 5 + 15 + 20 + 30
3 + 3) — 30 — 20 — 10 — 5 — 2 0 + 3 + 7 + 15 + 25 + 40
6 10 (+ 5; — 40 — 25 — 15 — 7 — 3 0 + 5 + 10 +20 + 35 + 50
10 18 (+ 5) — 55 — 35 — 20 — 10 — 3 0 + 5 + 10 +25 + 45 + 65
18 30 (+ 5) — 70 — 45 — 25 —15 — 5 0 + 5 +10 +30 + 55 + 80
30 50 (+ 7) — 90 — 55 — 30 — 15 — 5 0 + 7 + 15 +35 + 65 + 100
50 80 (+ 7) — 110 — 70 — 40 —20 — 5 0 + 7 + 15 +40 + 80 + 120
80 120 (+10) — 130 — 85 — 50 —25 — 7 0 + 10 +20 +50 + 100 + 160
120 180 (+10) — 160 —100 — 65 —30 — 7 0 + 10 +20 +55 + 120 + 180
180 260 + 10) — 190 — 120 — 75 —35 — 10 0 +10 +25 +65 + 140 +210
260 360 (+15) —220 —140 — 85 —40 —10 0 + 15 +30 + 75 + 160 +250
350 500 -4-15) —260 — 160 —100 —45 —10 0 + 15 +35 +85 + 180 +290
Motsv. passning H3d3 H 3-e3 H2 f2 H2-g2 Hl-hl Hl-jl H 1 kl Hl ml H2 n2 H 2-p2 H2r2
Hänvis-| $ M S- 131 132 122 123 115 116 117 118 128 129 130
ning till | sida 10,36 10,37 10,27 10,28 10,20 10,21 10,22 10,23 10,33 10,34 10,35
Förevarande system är baserat på mätning av hålet medelst s. k. »nolltolk»,
d. v. s. en rund håltolk, vars diameter är lika med det nominella
diametermåttet.
För riktig passnings erhållande fordras att tolken »suger» i hålet.
Härigenom bli hålen alltid något större än de nominella måtten och beräknas
erhålla de avmått, som inom parentes angivas under rubriken H.
Axelmåttet mätes enklast med mikrometer, som inställes efter tabellvärdena.
Skulle fråga uppstå, huruvida erhållna avvikelser från ovanstående
tabellvärden äro så stora, att utbytbarheten äventyras, skall jämförelse göras med
den i slutet av kolumnen angivna SMS-tabellen. Om de befintliga avmåtten
hålla sig inom de där angivna gränserna, kan utbytbarhet i allmänhet
påräknas.
183. Indikatorer.
Till denna grupp hörande mätverktyg — eller rättare
mätinstrument — kunna icke användas för fastställande av absoluta mått men
tillåta bestämning av avvikelser från ett givet nominellt mått
(toleranser) med mycket stor noggrannhet. Instrumenten måste därför
alltid inställas för ett visst nominellt mått med hjälp av passbitar eller
liknande.
512
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}