
Full resolution (JPEG) - On this page / på denna sida - Enkla maskinelement - Nitförband, svetsfogar, kilförband, av Olof Lodén - 208. Nitning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Enkla maskinelement
elektrolytverkan med åtföljande korrosion. Lättmetallplåt, t. ex. av
duralumintyp, nitas sålunda med nit av samma material. Därvid är
att märka, att sådan nit måste värmebehandlas (glödgas) före
nit-ningen, då materialet annars är hårt och sprött. Värmebehandlingen
måste ske i direkt anslutning till nitningen, enär materialet åter
hårdnar viss tid efter glödgningen. Nitningen sker dock kallt. Vid
användning av dylikt material fordras en ingående materialkännedom; olika
lättmetaller kräva olika värmebehandling vid absolut exakta
temperaturer.
Nitningen kan utföras såväl för hand som i maskin. Maskinnitning
sker antingen medelst slag eller medelst långsamt verkande tryck. Den
förstnämnda metoden är vanligast, och i allmänhet användes därvid
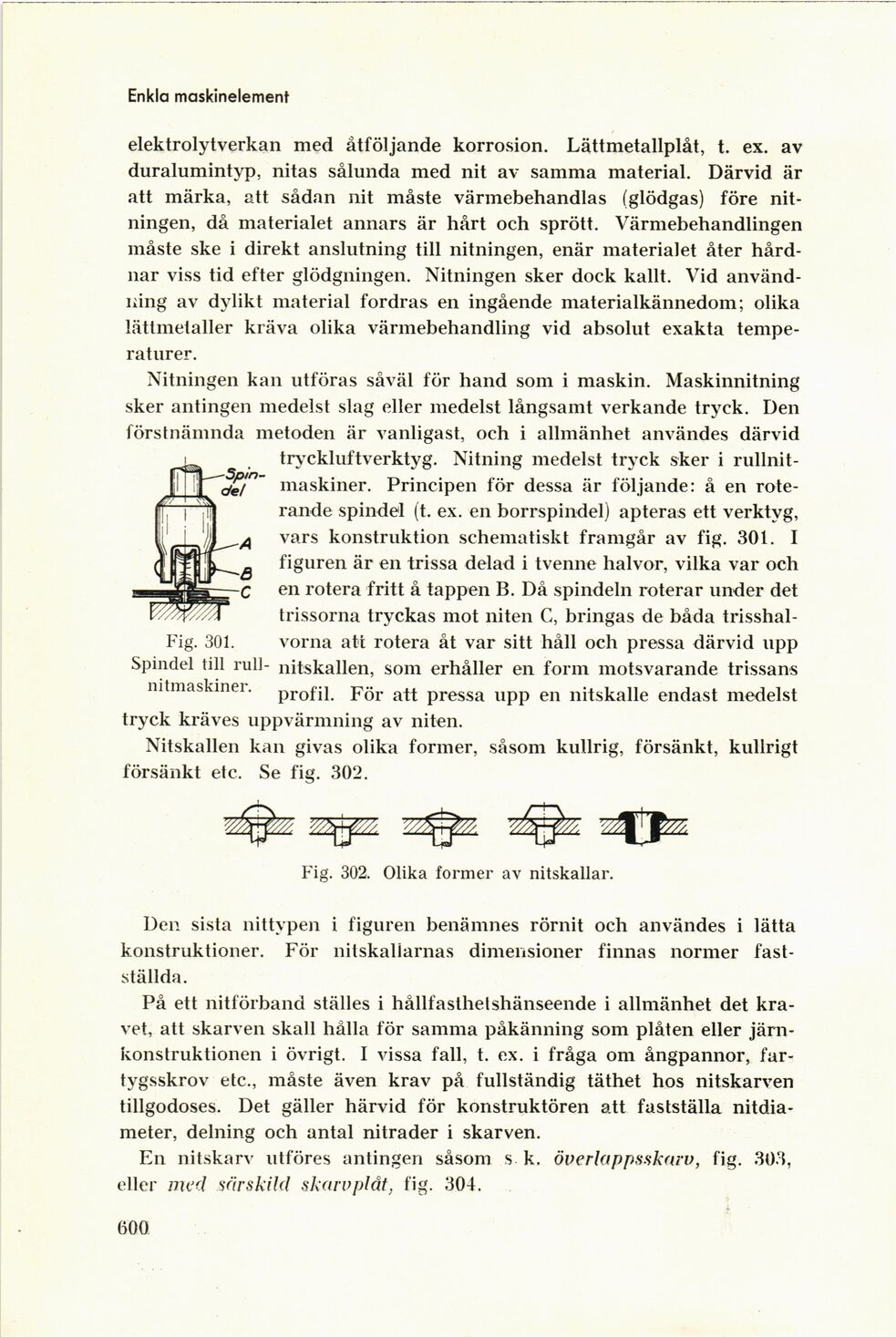
tryckluftverktyg. Nitning medelst tryck sker i
rullnit-maskiner. Principen för dessa är följande: å en
roterande spindel (t. ex. en borrspindel) apteras ett verktyg,
vars konstruktion schematiskt framgår av fig. 301. I
figuren är en trissa delad i tvenne halvor, vilka var och
en rotera fritt å tappen B. Då spindeln roterar under det
trissorna tryckas mot niten C, bringas de båda
trisshal-vorna att rotera åt var sitt håll och pressa därvid upp
nitskallen, som erhåller en form motsvarande frissans
profil. För att pressa upp en nitskalle endast medelst
tryck kräves uppvärmning av niten.
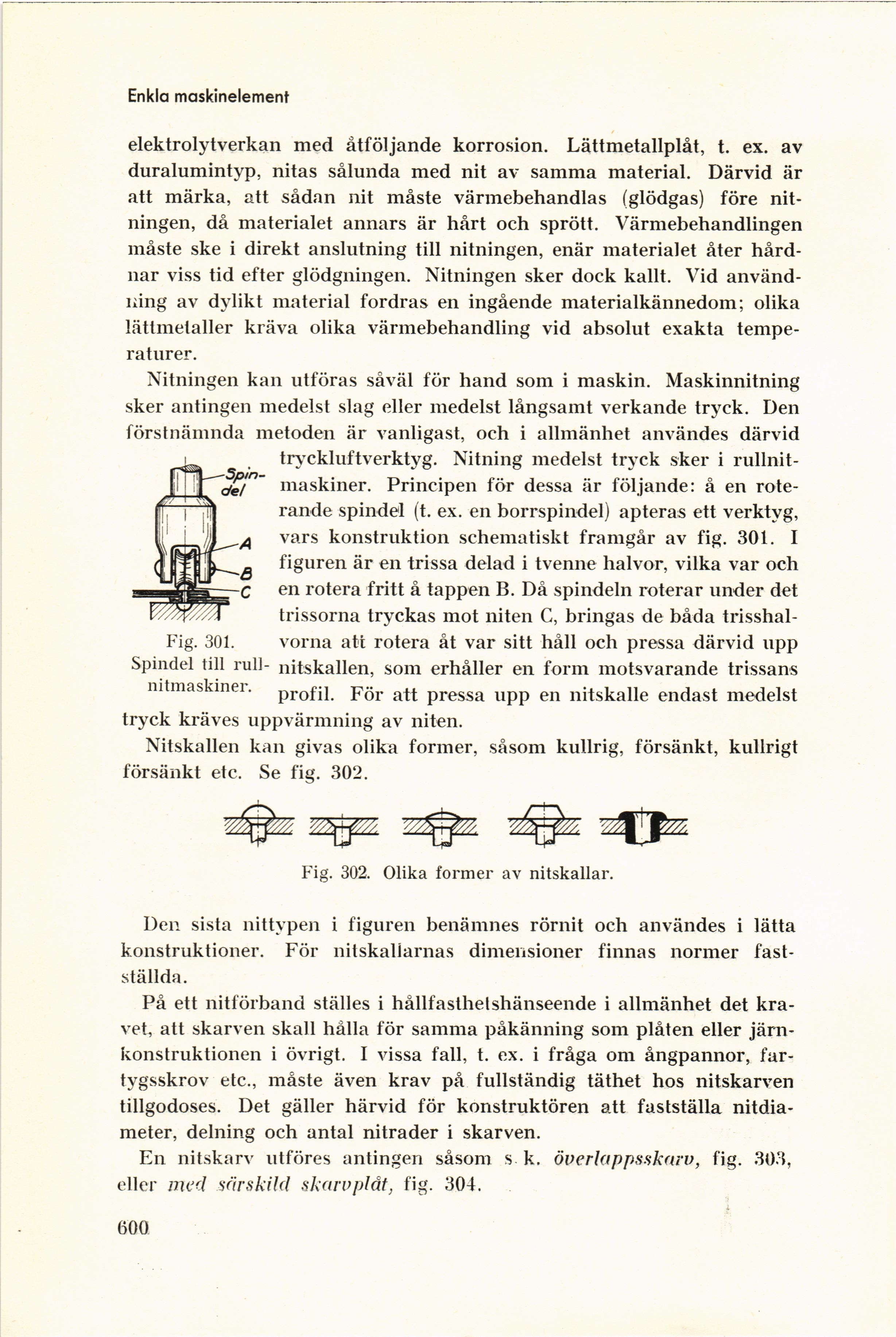
Nitskallen kan givas olika former, såsom kullrig, försänkt, kullrigt
försänkt etc. Se fig. 302.
Fig. 301.
Spindel till
rull-nitmaskiner.
Fig. 302. Olika former av nitskallar.
Den sista nittypen i figuren benämnes rörnit och användes i lätta
konstruktioner. För nitskallarnas dimensioner finnas normer
fastställda.
På ett nitförband ställes i hållfasthelshänseende i allmänhet det
kravet, att skarven skall hålla för samma påkänning som plåten eller
järnkonstruktionen i övrigt. I vissa fall, t. ex. i fråga om ångpannor,
fartygsskrov etc., måste även krav på fullständig täthet hos nitskarven
tillgodoses. Det gäller härvid för konstruktören att fastställa
nitdiameter, delning och antal nitrader i skarven.
En nitskarv utföres antingen såsom s k. överlappsskarv, fig. 303,
eller med särskild skarvplåt, fig. 304.
600
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}