
Full resolution (JPEG) - On this page / på denna sida - Spånavskiljande formgivning, av Einar Wiberg - Maskinbearbetningsmetoder - 6. Svarvning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Spånavskiljande formgivning
Revolversvarvar.
Serie- och massfabrikation fordrar som bekant kraftiga och noggrant
utförda verktygsmaskiner, där flera verktyg kunna bearbeta
arbets-stycket samtidigt eller efter varandra utan förnyad inställning. För
den skull äro revolversvarvarna så konstruerade, att flera verktyg
kunna uppsättas i verktygshållarna för att användas vid grovsvarvning,
borrning, finsvarvning, gängskärning etc.
Revolversvarven kännetecknas av sin stora produktionsförmåga,
därigenom att flera verktyg användas vid bearbetning av ett större
antal arbetsstycken. Man spar därvid de tidsödande inställningarna av
verktygen, emedan dessa endast behöva inställas en gång, nämligen
vid omställning till nytt arbete. Att tidsbesparingen kan bli rätt
betydande, förstår man, när arbetsoperationerna kunna växla upp till
100—150 gånger eller mera i timmen. Därav följer, att en av
grundbetingelserna för konstruktion av revolversvarvar är, att
manövreringen blir snabb och bekväm. För underlättande av verktygens
uppsättning i revolverhuvudet finnas en mängd olika konstruerade
verk-tygshållare. Dessas konstruktion blir i sin tur beroende av om
revolverhuvudet är liggande med horisontell axel eller stående med
vertikalaxel.
Spindelns varvtalsserie är i allmänhet mindre för revolversvarvar
än för supportsvarvar och varvtalen högre. Som exempel på hur
varvtalen kunna vara kan omnämnas, att revolversvarvar med 47 mm
spindelborrning utföras för spindelhastigheter upp till 3 000 varv/min.
Konstruktion och tillverkning av lagren för spindlar med dessa höga
varvtal är en god måttstock för arbetsnoggrannheten hos fabrikanten.
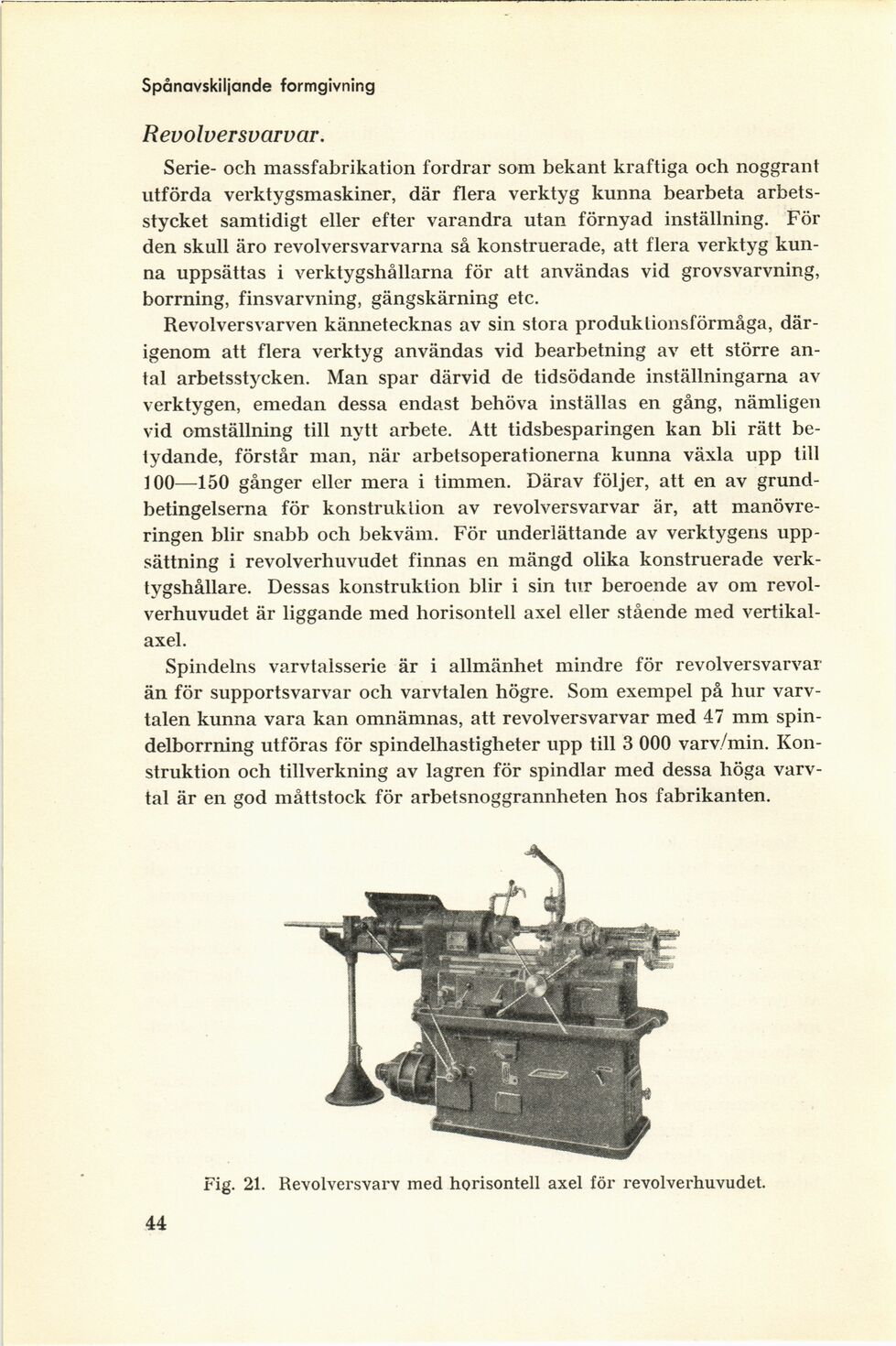
Fig. 21. Revolversvarv med horisontell axel för revolverhuvudet.
44
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}