
Full resolution (JPEG) - On this page / på denna sida - Spånavskiljande formgivning, av Einar Wiberg - Maskinbearbetningsmetoder - 9, Borrning, försänkning och brotschning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Spånavskiljande formgivning
svårigheter att lätt kunna bortleda spånen, som då skulle uppstå,
ökas spiralens längd under bibehållande av fräsbredden eller också
bibehålies stigningsvinkeln och fräsen vrides vid fräsningen i en viss
vinkel i förhållande till spåret. Minskningen i stigningsvinkeln resp,
snedställning av fräsen är ungefär 5° per varv.
För att erhålla god styrning för borren har denna längs spåren en
smal s. k. styrkant. Denna utföres medelst fräsning. Den ungefärliga
bredden å styrkanten för olika diametrar framgår av tabell 9.
Tabell 9. Styrkantens bredd för olika borrdiametrar.
Borrdiameter i mm 10 20 30 40 50 60 80 100
Styrkantens bredd i mm .. 1,3 2,0 2,6 3,o 3,4 3,6 3,8 4,o
Efter härdningen rundslipas borren, så att diametern minskar något
mot skaftet. Diameterminskningen är avsedd att förhindra friktion
mellan borren och arbetsstycket. Den har emellertid den nackdelen,
att borrhålen bli mindre, allteftersom borren avtar i längd vid varje
skärpning. Stark uppvärmning och gnissel vid borrningen ha,
förutom felaktig slipning av borrspetsen, ofta sin orsak i felaktig eller
för liten minskning av borrdiametern.
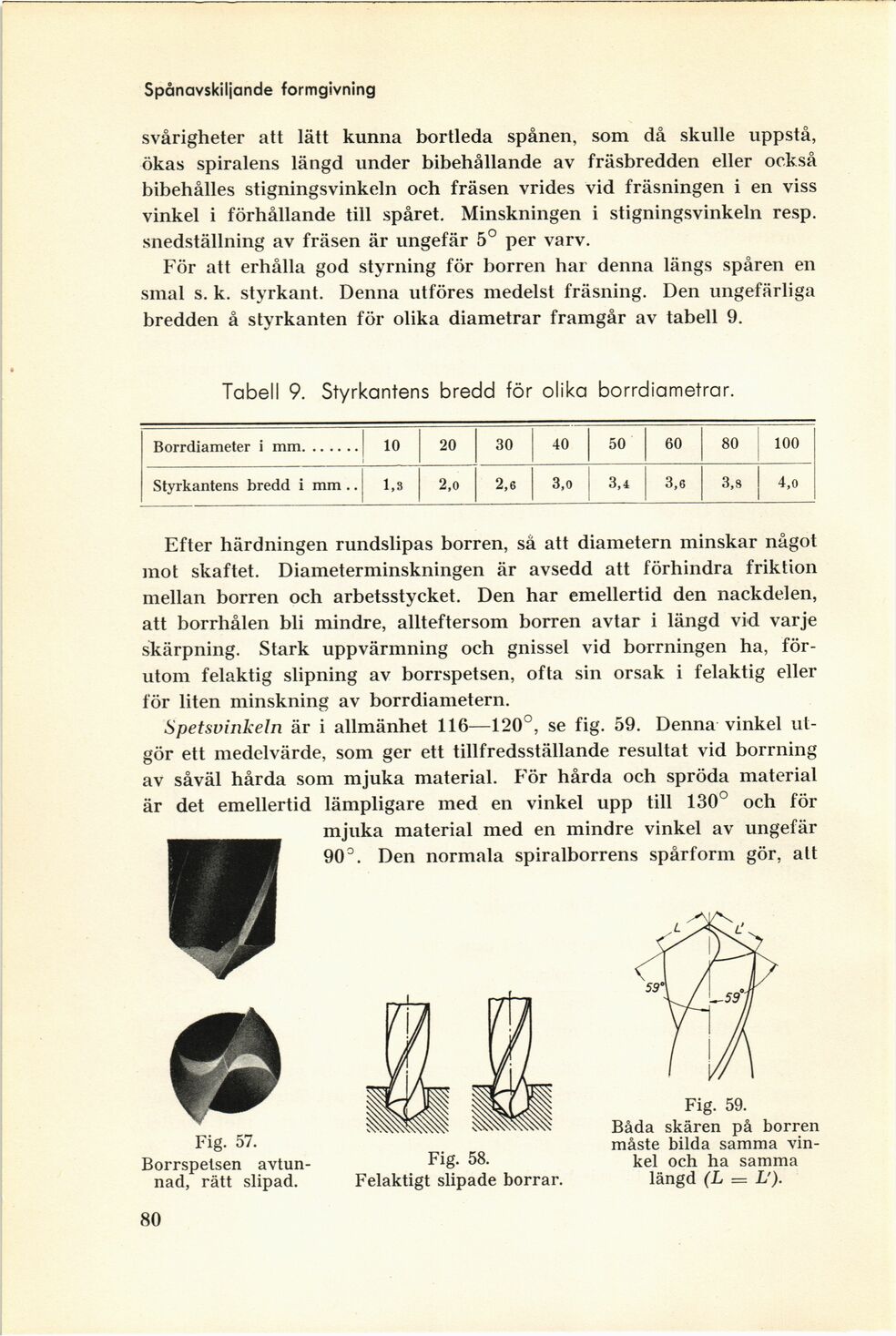
Spetsvinkeln är i allmänhet 116—120°, se fig. 59. Denna vinkel
utgör ett medelvärde, som ger ett tillfredsställande resultat vid borrning
av såväl hårda som mjuka material. För hårda och spröda material
är det emellertid lämpligare med en vinkel upp till 130° och för
mjuka material med en mindre vinkel av ungefär
90°. Den normala spiralborrens spårform gör, alt
Fig. 57.
Borrspetsen
avtun-nad, rätt slipad.
Fig. 58.
Felaktigt slipade borrar.
Båda skären på borren
måste bilda samma
vinkel och ha samma
längd (L = L’).
80
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}