
Full resolution (JPEG) - On this page / på denna sida - Spånavskiljande formgivning, av Einar Wiberg - Maskinbearbetningsmetoder - 10. Fräsning

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Spånavskiljande formgivning
kan utbyta förslitna sådana, utan att något extra passningsarbete
måste utföras. Ytan skall vara slät, så att den ej behöver putsas.
För att erhålla gott resultat vid fräsningen bör man iakttaga följande
icke alltid självklara synpunkter:
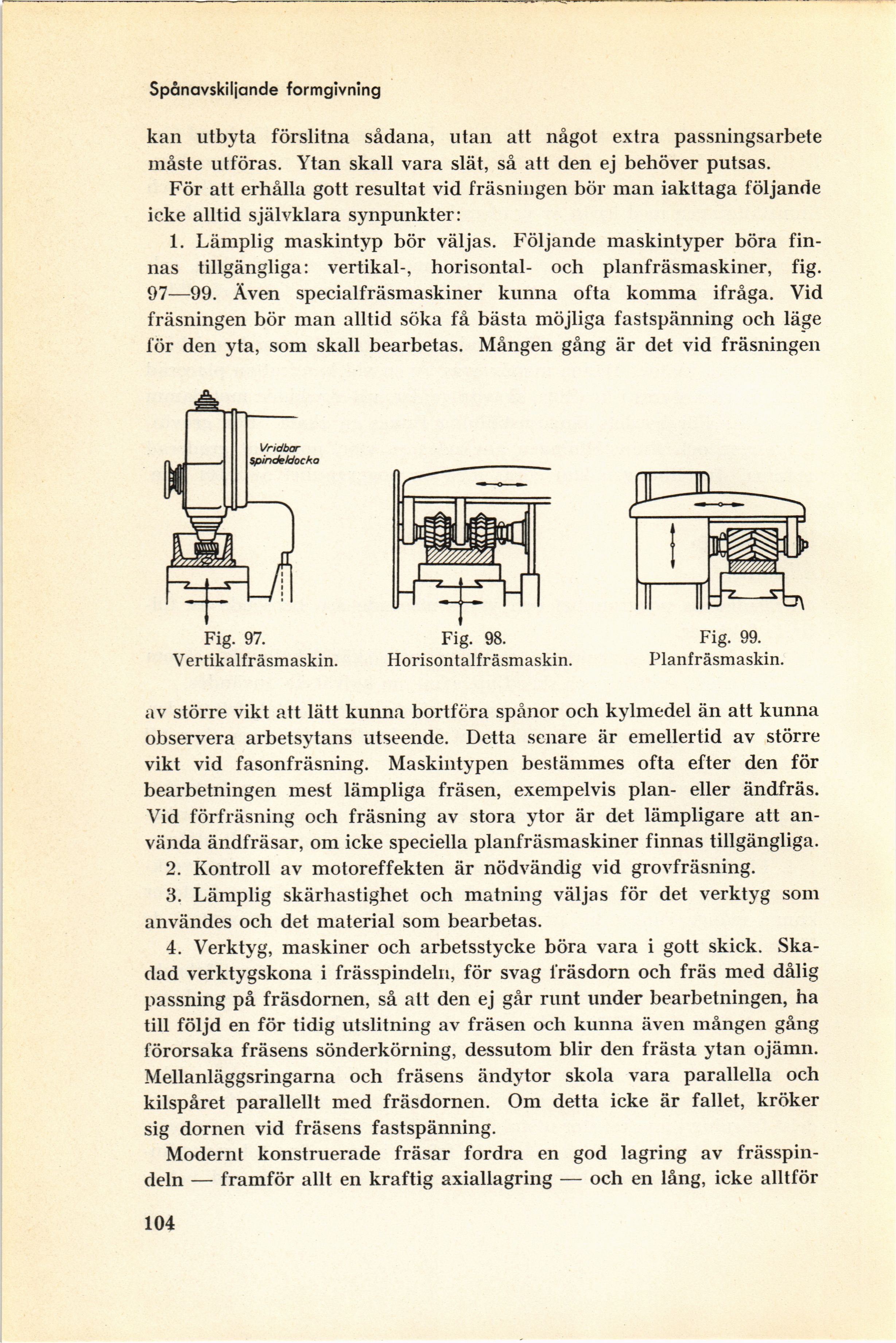
1. Lämplig maskintyp bör väljas. Följande maskintyper böra
finnas tillgängliga: vertikal-, horisontal- och planfräsmaskiner, fig.
97—99. Även specialfräsmaskiner kunna ofta komma ifråga. Vid
fräsningen bör man alltid söka få bästa möjliga fastspänning och läge
för den yta, som skall bearbetas. Mången gång är det vid fräsningen
Fig. 97.
Vertikalfräsmaskin.
Fig. 98.
Horisontalfräsmaskin.
Fig. 99.
Planfräsmaskin.
av större vikt att lätt kunna bortföra spånor och kylmedel än att kunna
observera arbetsytans utseende. Detta senare är emellertid av större
vikt vid fasonfräsning. Maskintypen bestämmes ofta efter den för
bearbetningen mest lämpliga fräsen, exempelvis plan- eller ändfräs.
Vid förfräsning och fräsning av stora ytor är det lämpligare att
använda ändfräsar, om icke speciella planfräsmaskiner finnas tillgängliga.
2. Kontroll av motoreffekten är nödvändig vid grovfräsning.
3. Lämplig skärhastighet och matning väljas för det verktyg som
användes och det material som bearbetas.
4. Verktyg, maskiner och arbetsstycke böra vara i gott skick.
Skadad verktygskona i frässpindeln, för svag fräsdorn och fräs med dålig
passning på fräsdornen, så att den ej går runt under bearbetningen, ha
till följd en för tidig utslitning av fräsen och kunna även mången gång
förorsaka fräsens sönderkörning, dessutom blir den frästa ytan ojämn.
Mellanläggsringarna och fräsens ändytor skola vara parallella och
kilspåret parallellt med fräsdornen. Om detta icke är fallet, kröker
sig dornen vid fräsens fastspänning.
Modernt konstruerade fräsar fordra en god lagring av
frässpindeln — framför allt en kraftig axiallagring — och en lång, icke alltför
104
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}