
Full resolution (JPEG) - On this page / på denna sida - Spånavskiljande formgivning, av Einar Wiberg - Maskinbearbetningsmetoder - 10. Fräsning

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Maskinbearbetning
lös styrning av bordet. Lämpligt kylmedel i riklig mängd spar
verktygen vid fräsning av smidesjärn och stål.
Vid fräsning skola alla fästskruvar vara kraftigt dragna.
Mothål-lare skall alltid användas, när det är möjligt.
5. Rätt val av verktyg. Slöa eller dåligt uppriktade fräsar ge ett
dåligt fräsningsresultat.
6. Arbetsstycket skall vara lämpligt konstruerat, så att det lätt kan
bearbetas. Det får ej fjädra under fräsningen. Det bör vara lätt alt
fa stspänna. Arbetstempona skola vara rätt valda.
Skärkrafter.
Vid fräsning skär varje tand ett kommaformat spån, se fig. 102,
vars tjocklek växer från noll till ett maximivärde. Därför kommer den
på frästanden verkande skärkraften att variera. Fräsningen skiljer sig
sålunda väsentligt från svarvning, borrning och hyvling därigenom
att det uppstår periodiska växlande krafter, som växa till ett
maximivärde när tanden skär, varefter de på en gång hastigt sjunka till noll
när frästanden lämnar arbetsstycket.
Fräs med raka skär förorsakar alltid — även när den har ett stort
antal fräs tänder och när stort skärdjup tages — stötbelastningar på
maskinen. Även om fräsen skär med flera tänder samtidigt, blir
belastningen icke jämn. Jämn belastning kan endast erhållas, när en ny
tand börjar skära i samma ögonblick som en föregående tand upphör
att arbeta. Detta inträffar för fräsar med spiralskär, när fräsdiameter,
tandantal och stigning stå i ett visst förhållande till varandra.
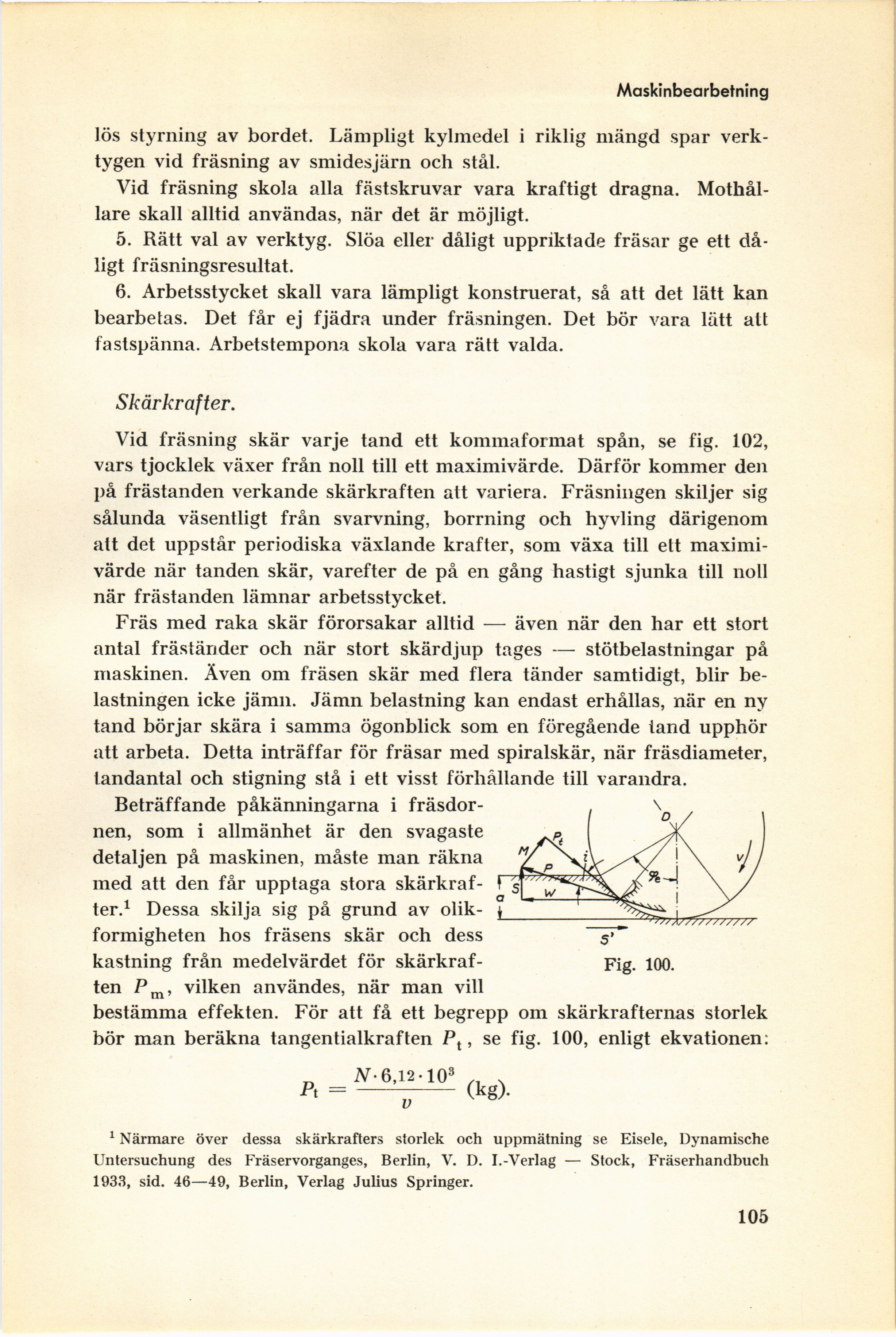
Beträffande påkänningarna i
fräsdor-nen, som i allmänhet är den svagaste
detaljen på maskinen, måste man räkna
med att den får upptaga stora
skärkrafter.1 Dessa skilja sig på grund av
olikformigheten hos fräsens skär och dess
kastning från medelvärdet för
skärkraften Pm, vilken användes, när man vill
bestämma effekten. För att få ett begrepp om skärkrafternas storlek
bör man beräkna tangentialkraften Pt, se fig. 100, enligt ekvationen:
Pt =
Fig. 100.
N-6,12-103
v
1 Närmare över dessa skärkrafters storlek och uppmätning se Eisele, Dynamische
Untersuchung des Fräservorganges, Berlin, V. D. I.-Verlag — Stock, Fräserhandbuch
1933, sid. 46—49, Berlin, Verlag Julius Springer.
105
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}