
Full resolution (JPEG) - On this page / på denna sida - Spånavskiljande formgivning, av Einar Wiberg - Maskinbearbetningsmetoder - 10. Fräsning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Spånavskiljande formgivning
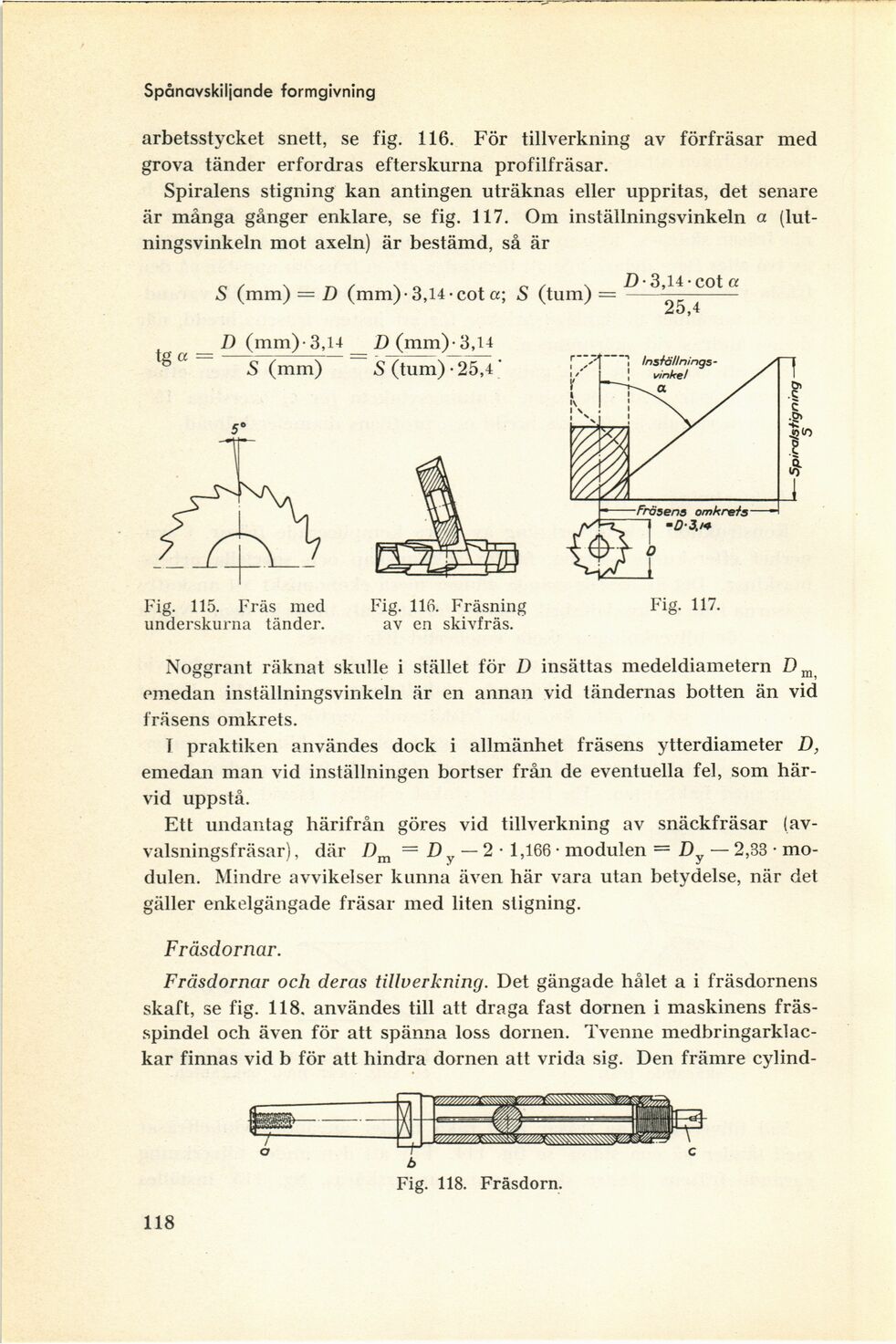
arbetsstycket snett, se fig. 116. För tillverkning av förfräsar med
grova tänder erfordras efterskurna profilfräsar.
Spiralens stigning kan antingen uträknas eller uppritas, det senare
är många gånger enklare, se fig. 117. Om inställningsvinkeln a
(lut-ningsvinkeln mot axeln) är bestämd, så är
S (mm) - D (mm)-3,14-cota; S (tum) =
D-3,14-cot a
25,4
D (mm)-3,14 _ D (mm)-3,14
S (mm) S (tum)-25,4’
Fig. 115. Fräs med
underskurna tänder.
Fig. 116. Fräsning
av en skivfräs.
Fig. 117.
Noggrant räknat skulle i stället för D insättas medeldiametern Dm
emedan inställningsvinkeln är en annan vid tändernas botten än vid
fräsens omkrets.
1 praktiken användes dock i allmänhet fräsens ytterdiameter D,
emedan man vid inställningen bortser från de eventuella fel, som
härvid uppstå.
Ett undantag härifrån göres vid tillverkning av snäckfräsar
(av-valsningsfräsar), där Dm = D y — 2 • 1,166 ■ modulen — Dy — 2,33 •
modulen. Mindre avvikelser kunna även här vara utan betydelse, när det
gäller enkelgängade fräsar med liten stigning.
Fräsdornar.
Fräsdornar och deras tillverkning. Det gängade hålet a i fräsdornens
skaft, se fig. 118. användes till att draga fast dornen i maskinens
fräs-spindel och även för att spänna loss dornen. Tvenne
medbringarklac-kar finnas vid b för att hindra dornen att vrida sig. Den främre
cylind
Fig. 118. Fräsdorn.
118
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}