
Full resolution (JPEG) - On this page / på denna sida - Spånavskiljande formgivning, av Einar Wiberg - Maskinbearbetningsmetoder - 10. Fräsning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Maskinbearbetning
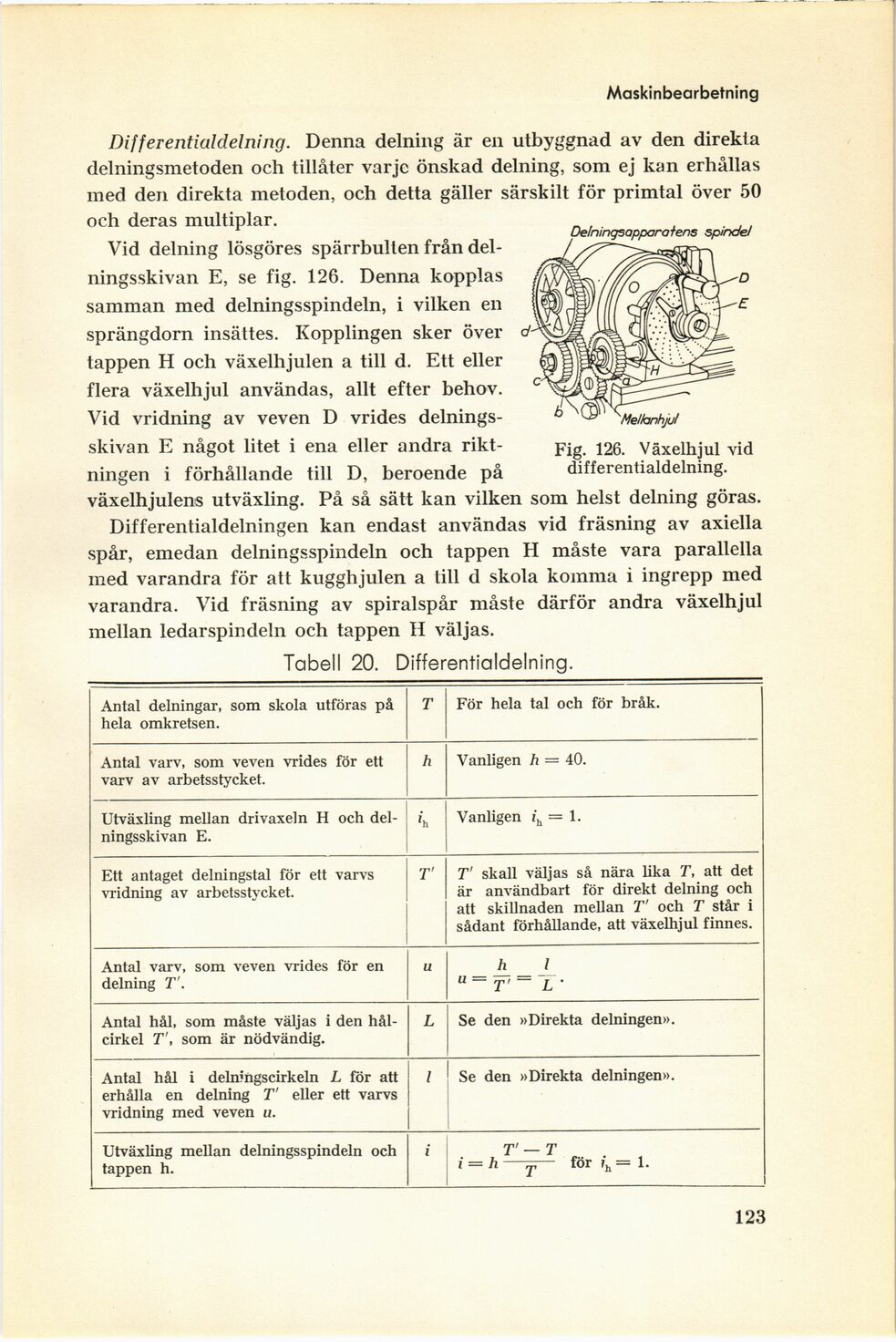
Fig. 126. Växelhjul vid
differentialdelning.
Differentialdelning. Denna delning är en utbyggnad av den direkta
delningsmetoden och tillåter varje önskad delning, som ej kan erhållas
med den direkta metoden, och detta gäller särskilt för primtal över 50
och deras multiplar.
Vid delning lösgöres spärrbullen från
del-ningsskivan E, se fig. 126. Denna kopplas
samman med delningsspindeln, i vilken en
sprängdorn insättes. Kopplingen sker över
tappen H och växelhjulen a till d. Ett eller
flera växelhjul användas, allt efter behov.
Vid vridning av veven D vrides
delnings-skivan E något litet i ena eller andra
riktningen i förhållande till D, beroende på
växelhjulens utväxling. På så sätt kan vilken som helst delning göras.
Differentialdelningen kan endast användas vid fräsning av axiella
spår, emedan delningsspindeln och tappen H måste vara parallella
med varandra för att kugghjulen a till d skola komma i ingrepp med
varandra. Vid fräsning av spiralspår måste därför andra växelhjul
mellan ledarspindeln och tappen H väljas.
6
Tabell 20. Differentialdelning.
Antal delningar, som skola utföras på hela omkretsen. T För hela tal och för bråk.
Antal varv, som veven vrides för ett varv av arbetsstycket. h Vanligen h = 40.
Utväxling mellan drivaxeln H och
del-ningsskivan E. ’h Vanligen ih = 1.
Ett antaget delningstal för ett varvs vridning av arbetsstycket. T’ T’ skall väljas så nära lika T, att det är användbart för direkt delning och att skillnaden mellan T’ och T står i sådant förhållande, att växelhjul finnes.
Antal varv, som veven vrides för en delning T’. u -H II II 3
Antal hål, som måste väljas i den
hålcirkel T’, som är nödvändig. L Se den »Direkta delningen».
Antal hål i delmhgscirkeln L för att erhålla en delning T’ eller ett varvs vridning med veven u. l Se den »Direkta delningen».
Utväxling mellan delningsspindeln och tappen h. i T’ — T i = h T för — 1.
123
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}