
Full resolution (JPEG) - On this page / på denna sida - Spånavskiljande formgivning, av Einar Wiberg - Maskinbearbetningsmetoder - 11. Slipning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Maskinbearbetning
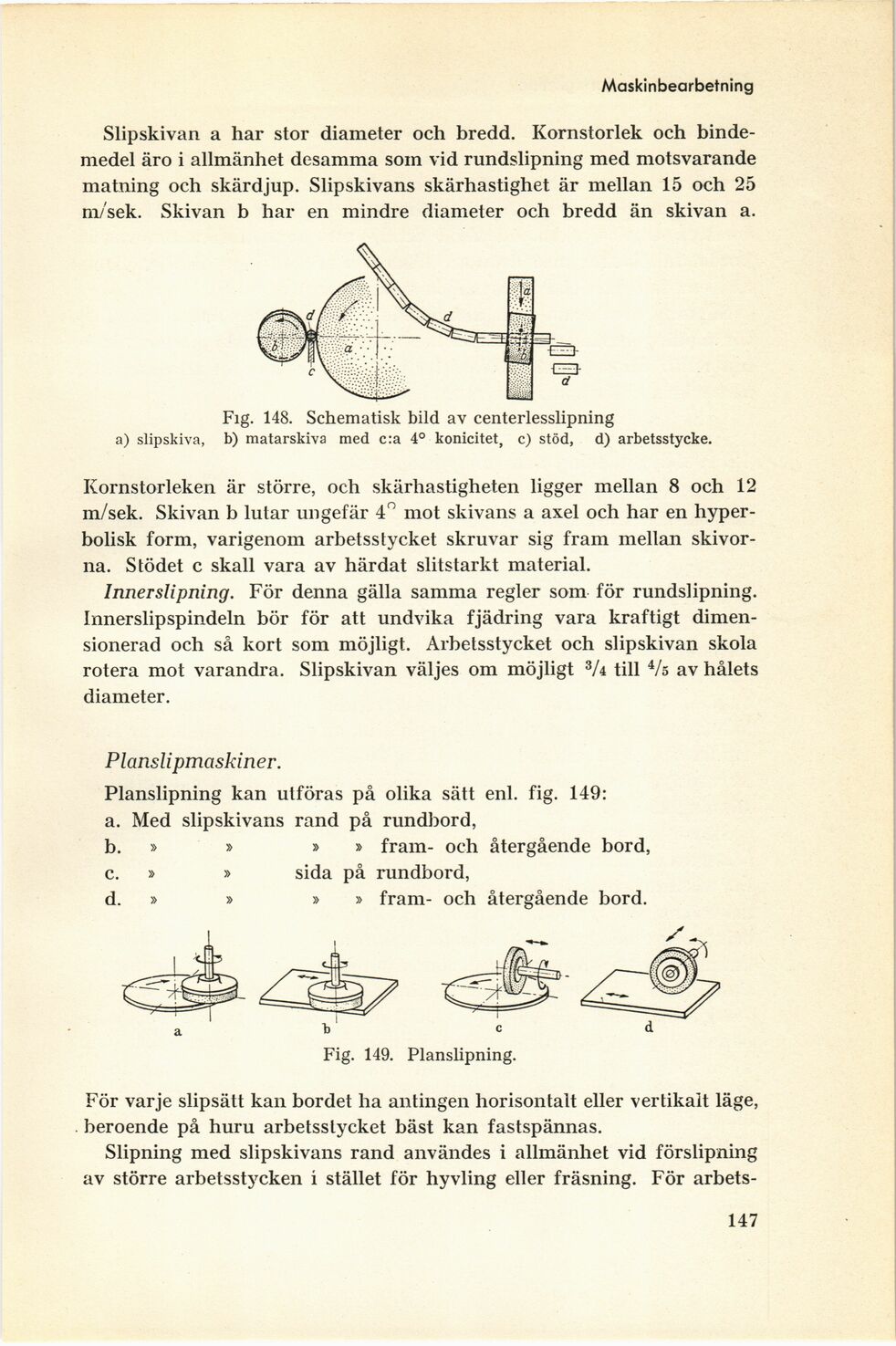
Slipskivan a har stor diameter och bredd. Kornstorlek och
bindemedel äro i allmänhet desamma som vid rundslipning med motsvarande
matning och skärdjup. Slipskivans skärhastighet är mellan 15 och 25
m/sek. Skivan b har en mindre diameter och bredd än skivan a.
Fig. 148. Schematisk bild av centerlesslipning
a) slipskiva, b) matarskiva med c:a 4° konicitet, c) stöd, d) arbetsstycke.
Kornstorleken är större, och skärhastigheten ligger mellan 8 och 12
m/sek. Skivan b lutar ungefär 4° mot skivans a axel och har en hyper
-bolisk form, varigenom arbetsstycket skruvar sig fram mellan
skivorna. Stödet c skall vara av härdat slitstarkt material.
Innerslipning. För denna gälla samma regler som för rundslipning.
Innerslipspindeln bör för att undvika fjädring vara kraftigt
dimensionerad och så kort som möjligt. Arbetsstycket och slipskivan skola
rotera mot varandra. Slipskivan väljes om möjligt 3 A till ’Vs av hålets
diameter.
Plansli pmaskiner.
Planslipning kan utföras på olika sätt enl. fig. 149:
a. Med slipskivans rand på rundbord,
b. » » » » fram- och återgående bord,
c. » » sida på rundbord,
d. » » » » fram- och återgående bord.
Fig. 149. Planslipning.
För varje slipsätt kan bordet ha antingen horisontalt eller vertikalt läge,
beroende på huru arbetsstycket bäst kan fastspännas.
Slipning med slipskivans rand användes i allmänhet vid förslipning
av större arbetsstycken i stället för hyvling eller fräsning. För arbets-
147
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}