
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Framställning av halvfabrikat - 17. Valsning

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Formgivning utan spånbildning
inmatade materialet (B). Detta deformeras därvid, så att det blir
tunnare, längre och något bredare. Den tjocklek, som erhålles på
materialet, blir beroende av avståndet mellan valsarna. Inställningen av detta
sker genom att övre valsens lagringar äro inställbara med hjälp av
skruvar (C). Ofta kan det injusterade avståndet därvid avläsas på en väl
synlig visartavla (D).
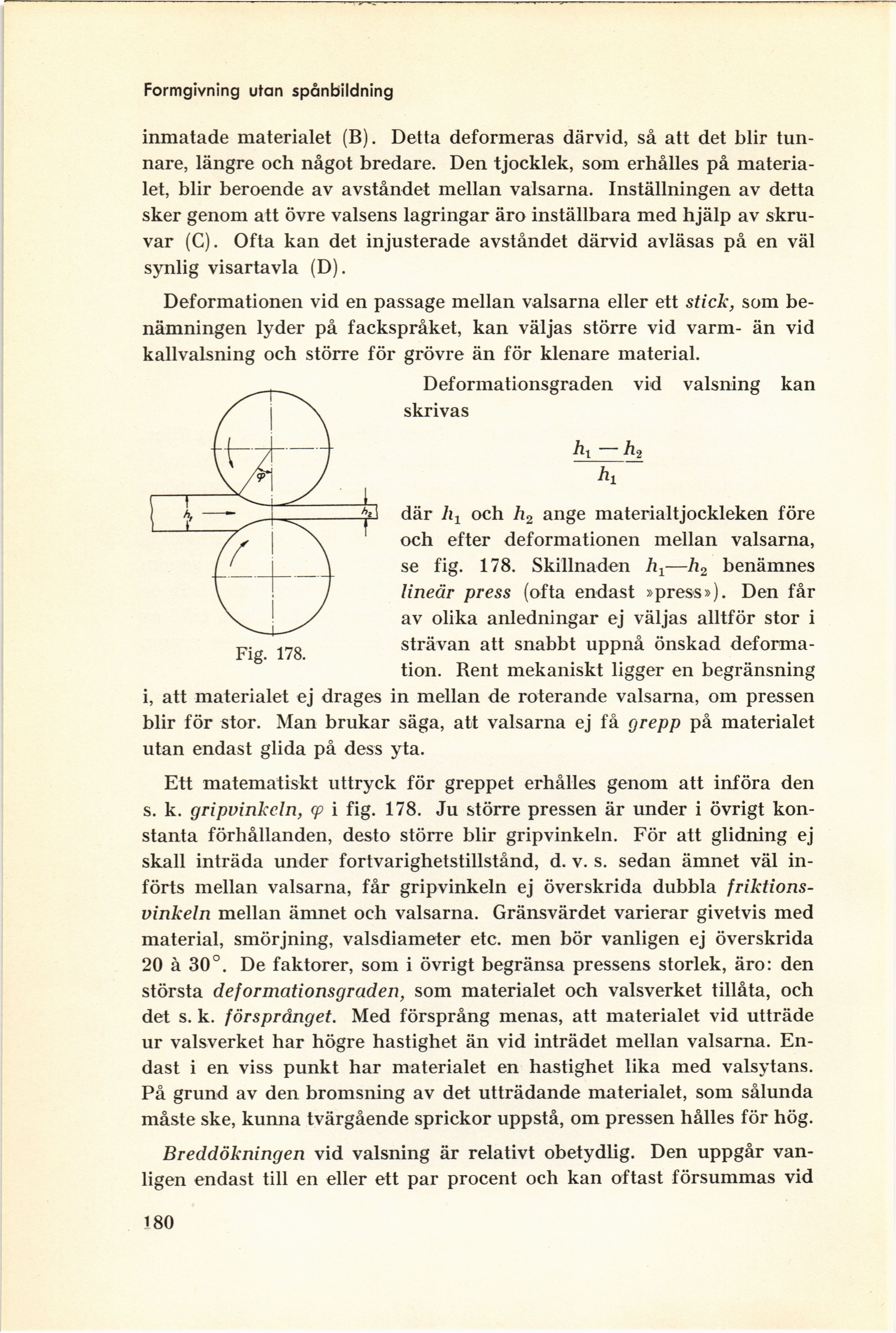
Fig. 178.
Deformationen vid en passage mellan valsarna eller ett stick, som
benämningen lyder på fackspråket, kan väljas större vid varm- än vid
kallvalsning och större för grövre än för klenare material.
Deformationsgraden vid valsning kan
skrivas
^2
K
där och h2 ange materialtjockleken före
och efter deformationen mellan valsarna,
se fig. 178. Skillnaden —h2 benämnes
lineär press (ofta endast »press»). Den får
av olika anledningar ej väljas alltför stor i
strävan att snabbt uppnå önskad
deformation. Rent mekaniskt ligger en begränsning
i, att materialet ej dragés in mellan de roterande valsarna, om pressen
blir för stor. Man brukar säga, att valsarna ej få grepp på materialet
utan endast glida på dess yta.
Ett matematiskt uttryck för greppet erhålles genom att införa den
s. k. gripvinkeln, (p i fig. 178. Ju större pressen är under i övrigt
konstanta förhållanden, desto större blir gripvinkeln. För att glidning ej
skall inträda under fortvarighetstillstånd, d. v. s. sedan ämnet väl
införts mellan valsarna, får gripvinkeln ej överskrida dubbla
friktions-vinkeln mellan ämnet och valsarna. Gränsvärdet varierar givetvis med
material, smörjning, valsdiameter etc. men bör vanligen ej överskrida
20 å 30°. De faktorer, som i övrigt begränsa pressens storlek, äro: den
största deformationsgraden, som materialet och valsverket tillåta, och
det s. k. försprånget. Med försprång menas, att materialet vid utträde
ur valsverket har högre hastighet än vid inträdet mellan valsarna.
Endast i en viss punkt har materialet en hastighet lika med valsytans.
På grund av den bromsning av det utträdande materialet, som sålunda
måste ske, kunna tvärgående sprickor uppstå, om pressen hålles för hög.
Breddökningen vid valsning är relativt obetydlig. Den uppgår
vanligen endast till en eller ett par procent och kan oftast försummas vid
180
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}