
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Pressgjutning - 33. Pressgjutmaskiner och pressgjutningens utförande
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Formgivning utan spånbildning
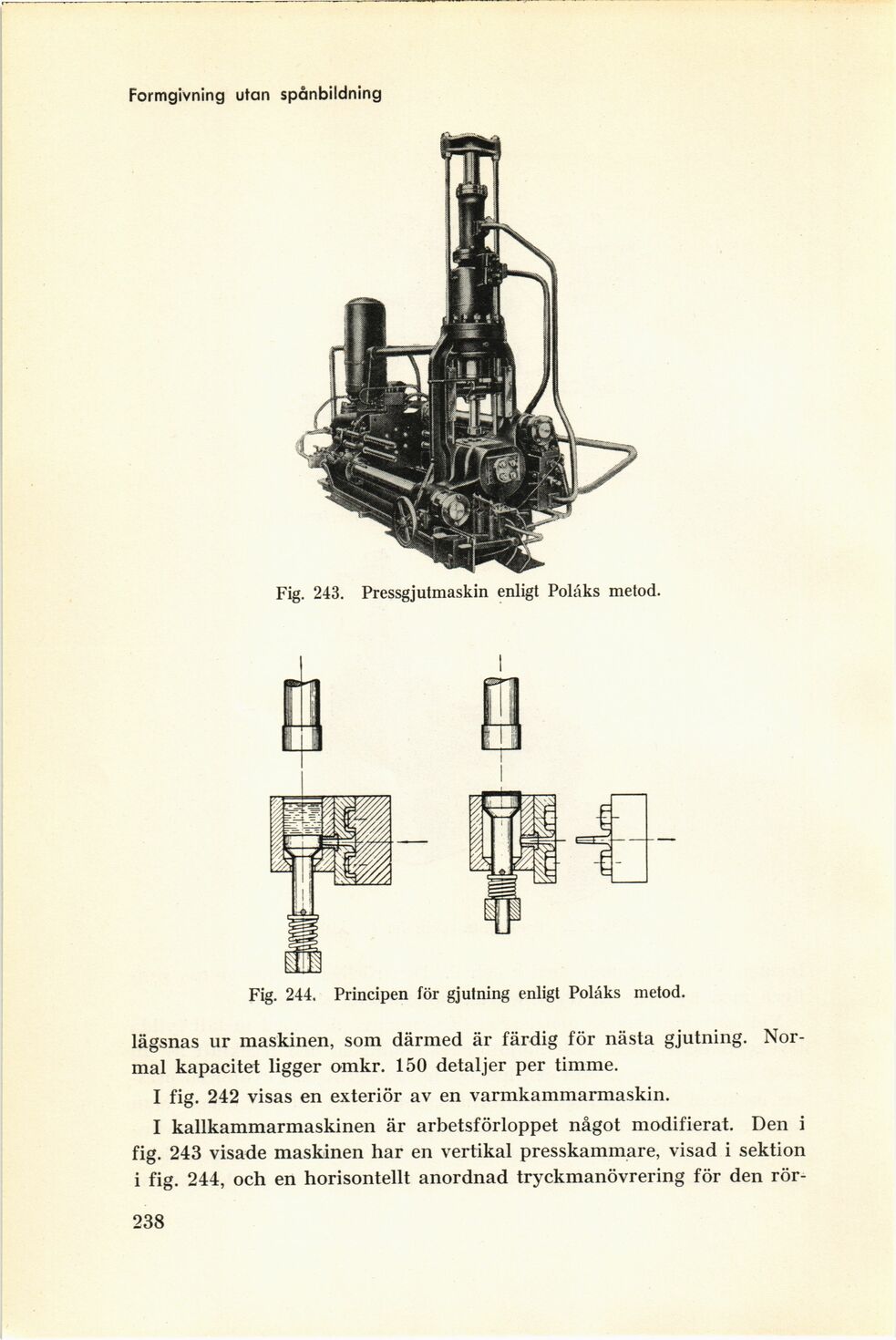
Fig. 243. Pressgjutmaskin enligt Polåks metod.
Fig. 244. Principen för gjutning enligt Polåks metod.
lägsnas ur maskinen, som därmed är färdig för nästa gjutning.
Normal kapacitet ligger omkr. 150 detaljer per timme.
I fig. 242 visas en exteriör av en varmkammarmaskin.
I kallkammarmaskinen är arbetsförloppet något modifierat. Den i
fig. 243 visade maskinen har en vertikal presskammare, visad i sektion
i fig. 244, och en horisontellt anordnad tryckmanövrering för den
rör
238
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}