
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Pressgjutning - 33. Pressgjutmaskiner och pressgjutningens utförande - 34. Pressgjutgodsets egenskaper och pressgjutningens ekonomiska betingelser
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Formgivning utan spånbildning
Ofta kombineras pressgjutningsavdelningen med en avdelning för
godsets vidare bearbetning. Denna avdelning är utrustad med
revolver-svarvar, hel- och halvautomater, borr- och fräsmaskiner etc., och i
dessa maskiner kunna detaljerna bearbetas fullt färdiga, där så er
fordras.
34. Pressgjutgodsets egenskaper och pressgjutningens ekonomiska
betingelser.
De viktigaste egenskaperna hos pressgjutgodset ligga i ytjämnheten,
måttnoggrannheten samt strukturen och därmed
hållfasthetsegenska-perna.
På grund av de höga presstrycken, men givetvis även beroende av
ytan hos graveringarna i formen, får godset en jämn och tät yta med
skarpa konturer. Detta i sin tur medför ökad motståndskraft mot
korrosion. Genom polering kan högglans uppnås, och pressgjutgodset
lämpar sig dessutom väl för olika slags ytbehandling, t. ex. galvanisk
beläggning.
Måttnoggrannheten beror i första hand av gjutformarnas utförande.
För material med låg smältpunkt kunna betydligt snävare toleranser
hållas än för material med högre smältpunkt. I förra fallet begränsas
den noggrannhet, med vilken matriserna böra framställas, väsentligen
av tillverkningskostnaderna. I praktiken uppnås en noggrannhet av
+ 0,01 mm vid bly- och tennlegeringar. För t. ex. mässingslegeringar
får noggrannheten på matriserna avpassas efter erforderligt spel hos
formens rörliga delar En annan viktig faktor är även den nödvändiga
krympmånen. Toleranserna på godset ligga vid värden motsvarande
+ 0,01 mm på längden 25 mm.
Materialets struktur blir vid pressgjutning avsevärt fördelaktigare än
vid vanlig sandgjutning. Dock erhålles ej så homogent gods som vid
t. ex. valsning eller stångpressning. På grund av avkylning mot
matriserna blir kornstorleken något mindre i de yiligt liggande delarna än
i de inre.
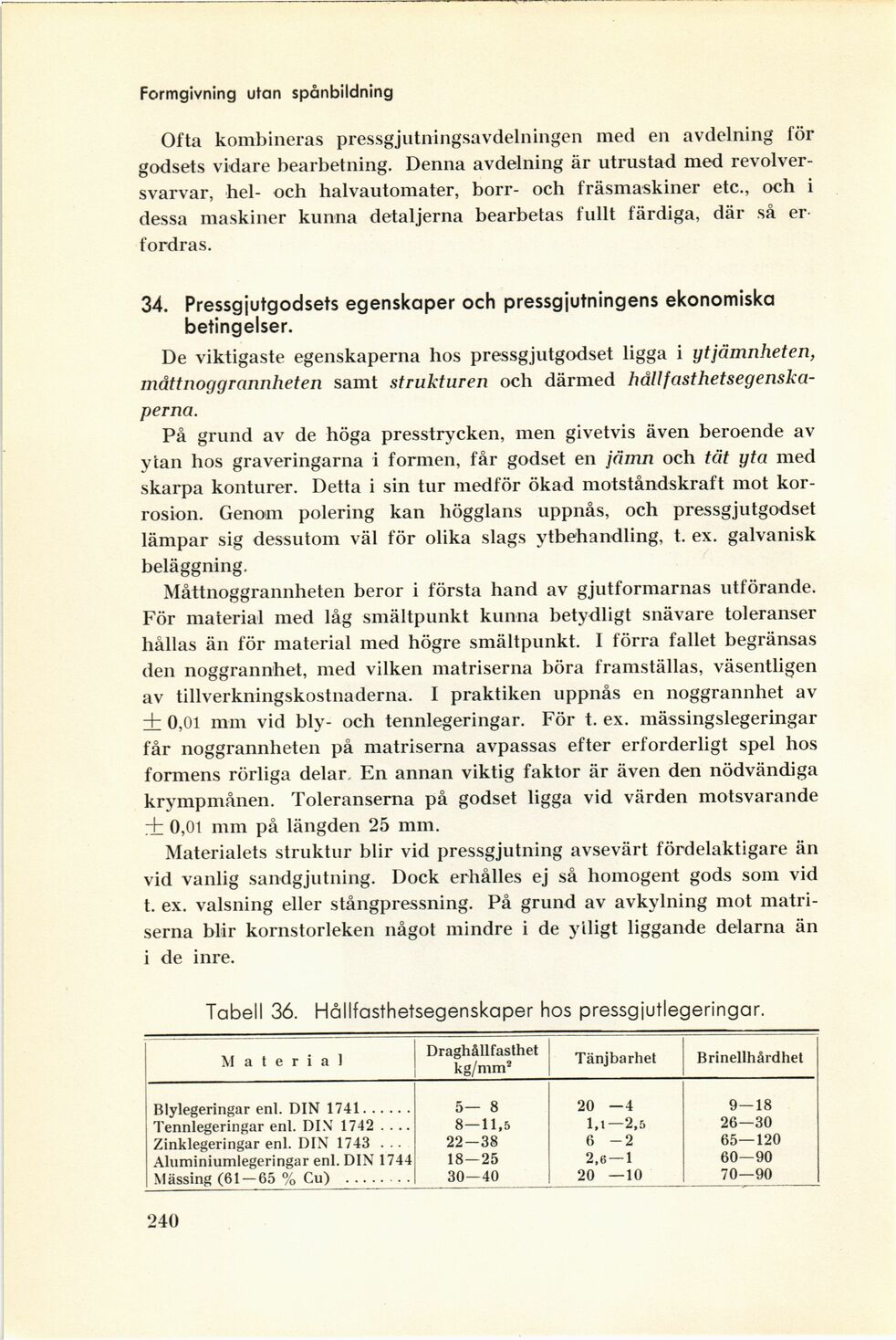
Tabell 36. Hållfasthetsegenskaper hos pressgjutlegeringar.
Material Draghållfasthet kg/mm2 Tänjbarhet Brinellhårdhet
Blylegeringar enl. DIN 1741..... 5— 8 20 —4 9—18
Tennlegeringar enl. DIN 1742.... 8—11,5 1,1—2,5 26—30
Zinklegeringar enl. DIN 1743 ... 22-38 6 -2 65—120
Aluminiumlegeringar enl. DIN 1744 18—25 2,6 — 1 60—90
Mässing (61 — 65 % Cu) .............. 30—40 20 —10 70—90
240
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}