
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Smidning - 42. Smidningens praktiska utförande
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Smidning
kunna utföras av vanligt kolstål med draghållfasthet 60—70 kg/mm2.
För kallskrotning begagnar man lämpligen legerade stål, och
eggvin-keln på mejslarna bör vara c:a 60°.
Ett mycket vanligt sätt att utföra skrotning visas i fig. 274. Det
begagnas för klena detaljer, t. ex. bandjärn etc., och kan närmast
jämföras med klippning. Materialet stödes mot en skarp kant och avklippes
genom ett slag med släggan.
Klyvning och hålning.
Klyvning och hålning ha flera beröringspunkter. Bl. a. utföras de
i stor utsträckning med samma sorts verktyg.
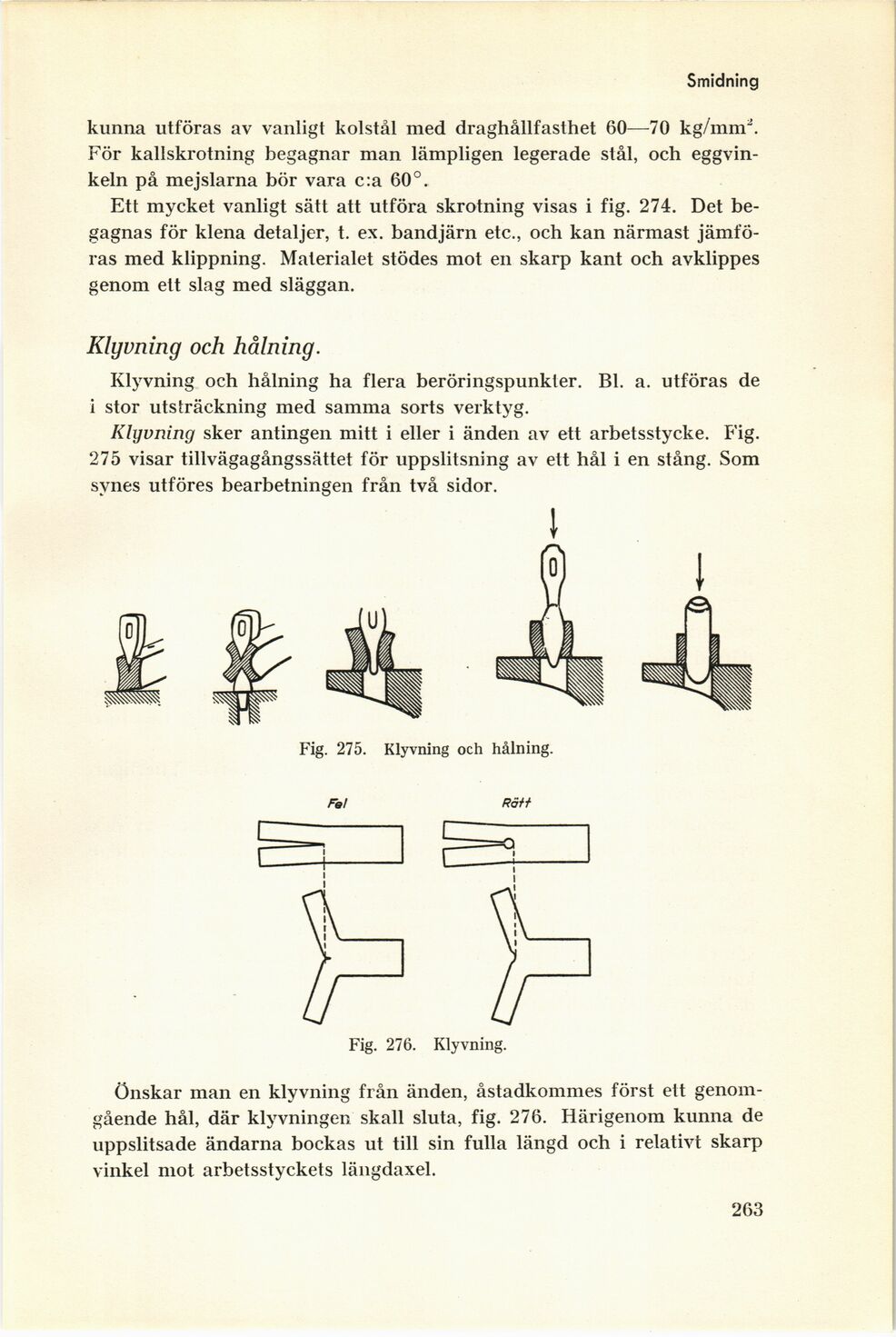
Klyvning sker antingen mitt i eller i änden av ett arbetsstycke. Fig.
275 visar tillvägagångssättet för uppslitsning av ett hål i en stång. Som
synes utföres bearbetningen från två sidor.
Fig. 275. Klyvning och hålning.
Fig. 276. Klyvning.
Önskar man en klyvning från änden, åstadkommes först ett
genomgående hål, där klyvningen skall sluta, fig. 276. Härigenom kunna de
uppslitsade ändarna bockas ut till sin fulla längd och i relativt skarp
vinkel mot arbetsstyckets längdaxel.
263
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}