
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Smidning - 46. Sänksmide
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Smidning
sänket oval. För kvadratisk sektion bli försänkets graveringar av
rom-bisk form etc. I allmänhet är det tillräckligt att göra sektionen i
för-sänket c:a 1 mm smalare än den slutliga sektionen, medan skillnaden i
slagriktningen bör vara c:a 2 mm + skäggets tjocklek. För grövre
gods kunna respektive mått sättas till 1,5—2 mm och 4—5 mm.
Sek-tionsarean i försänket bör med hänsyn till skägg och avbränna vara
c:a 8 % större än i färdigsänket.
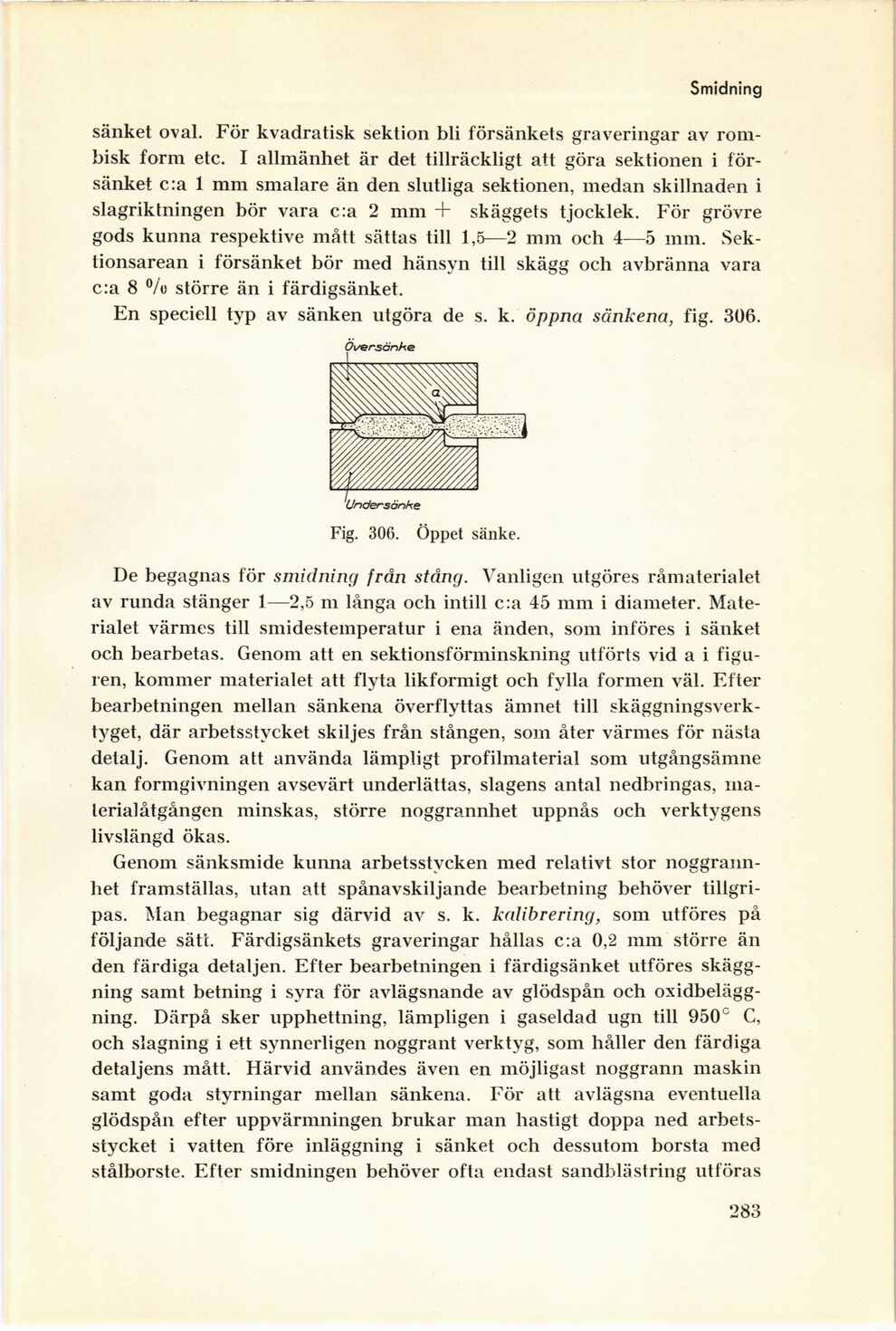
En speciell typ av sänken utgöra de s. k. öppna sänkena, fig. 306.
Fig. 306. Öppet sänke.
De begagnas för smidning från stång. Vanligen utgöres råmaterialet
av runda stänger 1—2,5 m långa och intill c:a 45 mm i diameter.
Materialet värmes till smidestemperatur i ena änden, som införes i sänket
och bearbetas. Genom att en sektionsfönninskning utförts vid a i
figuren, kommer materialet att flyta likformigt och fylla formen väl. Efter
bearbetningen mellan sänkena överflyttas ämnet till
skäggningsverk-tyget, där arbetsstycket skiljes från stången, som åter värmes för nästa
detalj. Genom att använda lämpligt profilmaterial som utgångsämne
kan formgivningen avsevärt underlättas, slagens antal nedbringas,
material åtgången minskas, större noggrannhet uppnås och verktygens
livslängd ökas.
Genom sänksmide kunna arbetsstycken med relativt stor
noggrannhet framställas, utan att spånavskiljande bearbetning behöver
tillgripas. Man begagnar sig därvid av s. k. kalibrering, som utföres på
följande sätt. Färdigsänkets graveringar hållas c:a 0,2 mm större än
den färdiga detaljen. Efter bearbetningen i färdigsänket utföres
skägg-ning samt betning i syra för avlägsnande av glödspån och
oxidbeläggning. Därpå sker upphettning, lämpligen i gaseldad ugn till 950° C,
och slagning i ett synnerligen noggrant verktyg, som håller den färdiga
detaljens mått. Härvid användes även en möjligast noggrann maskin
samt goda styrningar mellan sänkena. För att avlägsna eventuella
glödspån efter uppvärmningen brukar man hastigt doppa ned
arbetsstycket i vatten före inläggning i sänket och dessutom borsta med
stålborste. Efter smidningen behöver ofta endast sandblästring utföras
283
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}