
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Smidning - 46. Sänksmide

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Formgivning utan spånbildning
i slagriktningen, fyller materialet endast med svårighet graveringarna.
Fem slag bli nödvändiga för att nå fullständig utsmidning. Redan i
fjärde slaget har emellertid skägget blivit så tjockt, att det verkar
hindrande på den fortsatta bearbetningen och måste avlägsnas. På grund
av att arbetsstycket får ligga kvar för länge i undersänket, upphettas
detta till sådan temperatur, att dess hållfasthet äventyras. En eventuell
avkylning med oljedränkt trassel ger endast upphov till skadliga
ytspänningar och härdning av vissa partier av graveringen. Sänkets
livslängd nedsättes därigenom, att ytsprickor uppträda.
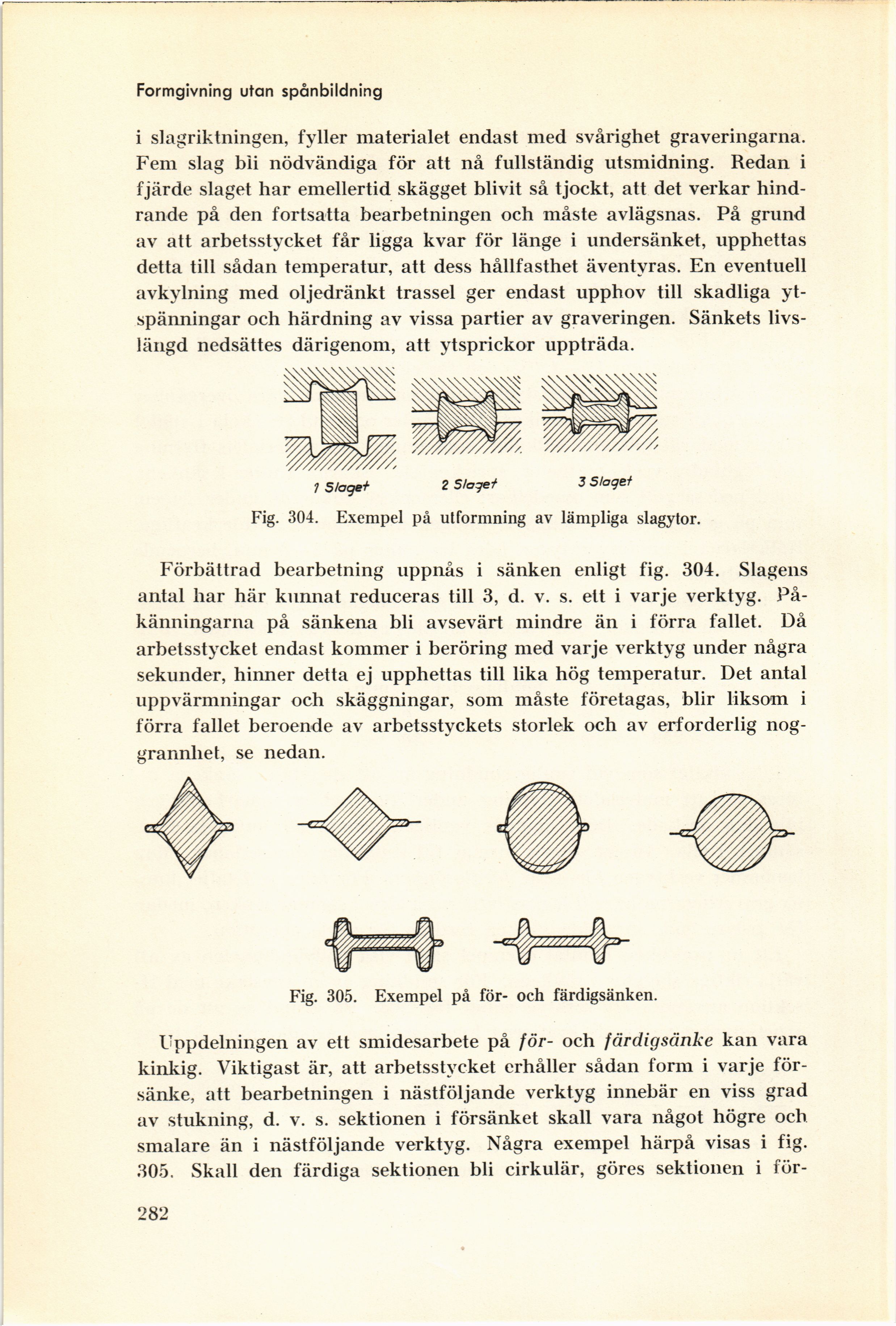
Fig. 304. Exempel på utformning av lämpliga slagytor.
Förbättrad bearbetning uppnås i sänken enligt fig. 304. Slagens
antal har här kunnat reduceras till 3, d. v. s. ett i varje verktyg.
På-känningarna på sänkena bli avsevärt mindre än i förra fallet. Då
arbetsstycket endast kommer i beröring med varje verktyg under några
sekunder, hinner detta ej upphettas till lika hög temperatur. Det antal
uppvärmningar och skäggningar, som måste företagas, blir liksom i
förra fallet beroende av arbetsstyckets storlek och av erforderlig
noggrannhet, se nedan.
Fig. 305. Exempel på för- och färdigsänken.
Uppdelningen av ett smidesarbete på för- och färdigsänke kan vara
kinkig. Viktigast är, att arbetsstycket erhåller sådan form i varje
för-sänke, att bearbetningen i nästföljande verktyg innebär en viss grad
av stukning, d. v. s. sektionen i försänket skall vara något högre och
smalare än i nästföljande verktyg. Några exempel härpå visas i fig.
305. Skall den färdiga sektionen bli cirkulär, göres sektionen i för-
282
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}