
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Plåtbearbetning - 53. Djupdragning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Plåtbearbetning
önskade behållarens inre diameter d och höjd h. Är rondelldiametern
stor i förhållande till plåttjockleken, får plåten tendens att bilda veck
på de uppåtvikta kanterna. Detta förhindras genom användning av
s. k. plåthållare, d. v. s. en platta, som trycker plåten mot dynans
övre yta.
Resultaten, som uppnås vid djupdragning, karakteriseras först och
främst av det s. k. dragförhållandet D/d, jfr fig. 379, men äro även
beroende av plåtmaterialet och av verktygen. Ju lägre
deformations-motstånd plåten har, d. v. s. ju mjukare och segare den är, desto
större dragförhållande kan uppnås. Verktygens inflytande på
dragnings-resultaten är i huvudsak att hänföra till följande faktorer: spelet
mellan stansen och dynhålets vägg, avrundningen av kanterna på
stansen och dynhålet samt plåthållarens tryck. Dessutom påverkas
drag-ningsförloppet av verktygets ytbeskaffenhet och av smörjningen.
Är spelet så stort, att den efter uppbockning hopstukade plåtkanten
går igenom utan att klämmas, säges dragningen ske utan
plåtförtun-ning, vid mindre spel med plåtförtunning. Rent teoretiskt kan man
beräkna det spel, som skulle erfordras för dragning utan uttänjning
av plåtkanterna. Vid exempelvis ett dragförhållande D/d = 2 skulle
detta spel behöva vara c:a 1,4 ggr plåtens tjocklek. Man eftersträvar
emellertid ofta att även få en viss uttänjning av plåten eller med
andra ord ett större dragdjup. Det har därvid visat sig lämpligt att låta
spelet motsvara plåtens tjocklek eventuellt med ett tillägg av c:a 10 °io.
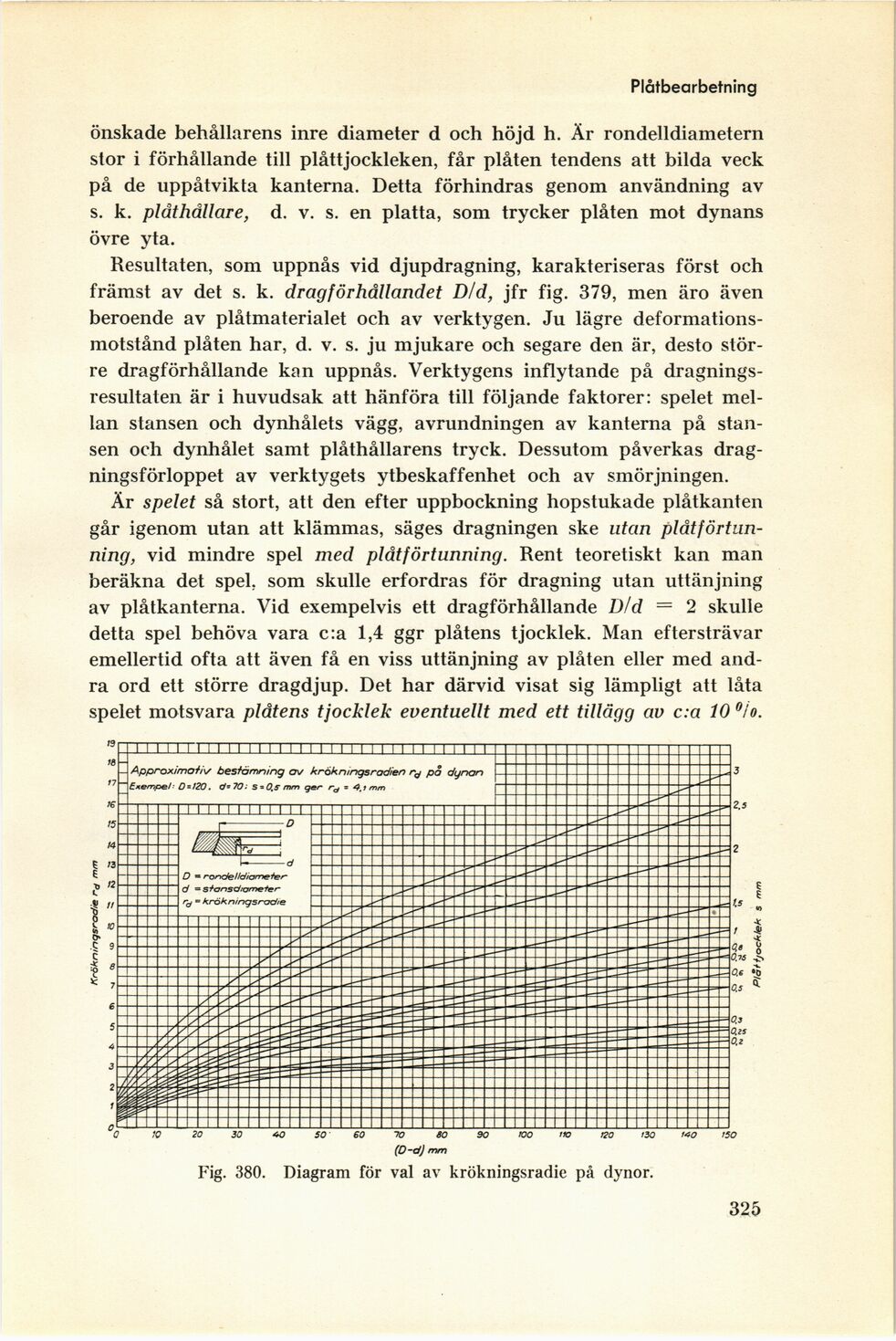
Fig. 380. Diagram för val av krökningsradie på dynor.
325
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}