
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Plåtbearbetning - 53. Djupdragning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Formgivning utan spånbildning
Avrundningarna på resp, kanter på stans och dynhål ha visat sig
vara av mycket stor betydelse för dragningsresultatet. Om kanterna
göras för skarpa, kommer givetvis plåten att utsättas för en tvär
omböjning och stora påkänningar, som minska det tillåtna
dragförhållandet. Krökningsradien på avrundningarna bör ej heller vara för stor.
Är rundningen för stor på dynans kant, släpper plåthållartrycket för
tidigt, och plåtkanten veckas. För givna dragförhållanden kunna
lämpliga värden på dynkantens krökningsradie med hänsyn till
plåttjockleken väljas ur nomogrammet i fig. 380. Obs. att
dragförhållandet motsvaras av skillnaden (D—d). Stansens kantradie kan teoretiskt
visas uppnå sitt lämpligaste värde vid c:a 0,3 ggr stansdiametern.
Slutligen skall beträffande kantavrundningarna påpekas, att dessa
böra göras större i hörnen än på de raka sidorna i dragverktyg,
avsedda för rektangulära kärl, liksom i övrigt, där särskilt stora
påkänningar kunna komma att uppträda i plåten.
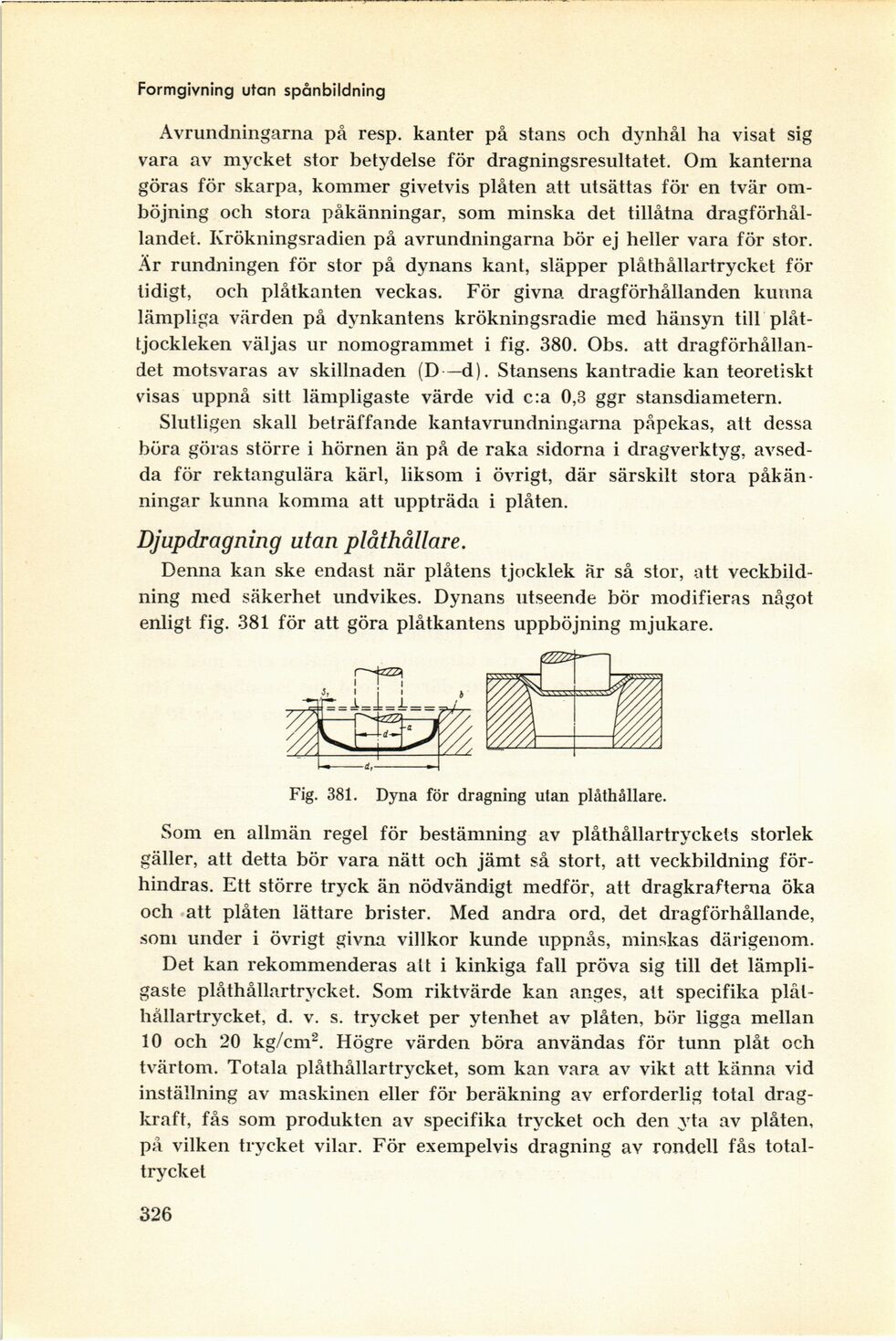
Djupdragning utan plåthållare.
Denna kan ske endast när plåtens tjocklek är så stor, att
veckbildning med säkerhet undvikes. Dynans utseende bör modifieras något
enligt fig. 381 för att göra plåtkantens upphöjning mjukare.
Fig. 381. Dyna för dragning utan plåthållare.
Som en allmän regel för bestämning av plåthållartryckets storlek
gäller, att detta bör vara nätt och jämt så stort, att veckbildning
förhindras. Ett större tryck än nödvändigt medför, att dragkrafterna öka
och att plåten lättare brister. Med andra ord, det dragförhållande,
som under i övrigt givna villkor kunde uppnås, minskas därigenom.
Det kan rekommenderas alt i kinkiga fall pröva sig till det
lämpligaste plåthållartrycket. Som riktvärde kan anges, att specifika
plål-hållartrycket, d. v. s. trycket per ytenhet av plåten, bör ligga mellan
10 och 20 kg/cm2. Högre värden böra användas för tunn plåt och
tvärtom. Totala plåthållartrycket, som kan vara av vikt att känna vid
inställning av maskinen eller för beräkning av erforderlig total
drag-kraft, fås som produkten av specifika trycket och den yta av plåten,
på vilken trycket vilar. För exempelvis dragning av rondell fås
totaltrycket
326
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}