
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Plåtbearbetning - 53. Djupdragning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Plåtbearbetning
Bestämning av lämpliga drag förhållanden och antal steg.
Plåtmaterialets dragbarhet avgör i hur många steg en viss
djupdrag-ningsoperation bör ske. Dragförhållandet sättes vanligen något högre i
första än i övriga steg. Bearbetningen av den plana plåten i form av
rondell till ett kärl med låga kanter benämnes koppning och kan
beroende av plåttjockleken ske med förhållandet D/d upp till c:a 1,6. I
de fall, då ytterligare dragning erfordras, brukar förhållandet mellan
begynnelse- och slutdiameter sättas mellan 1,3 och 1,25.
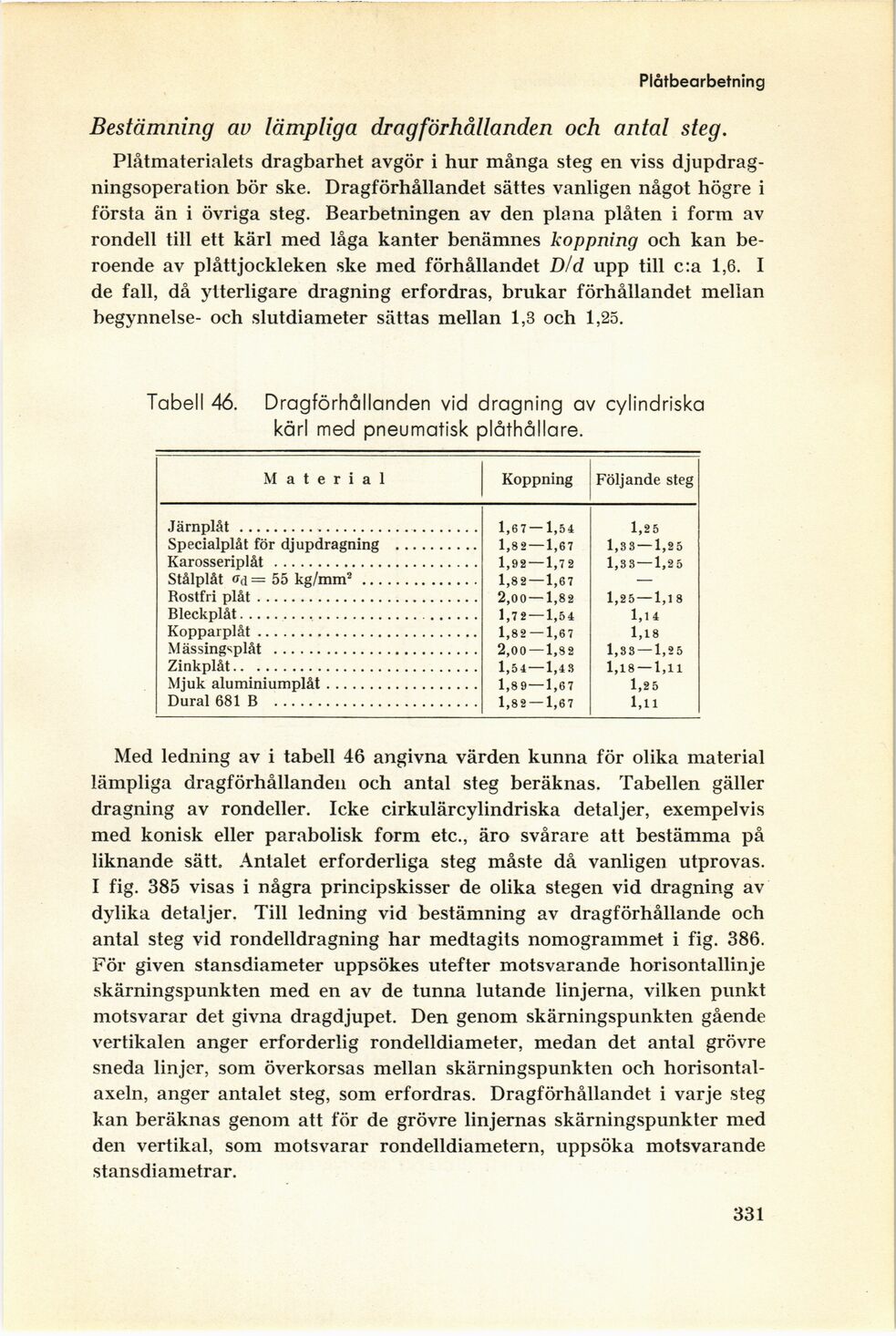
Tabell 46. Dragförhållanden vid dragning av cylindriska
kärl med pneumatisk plåthållare.
Material Koppning Följande steg
Järnplåt...................................... 1,67 — 1,54 1,25
Specialplåt för djupdragning ................. 1,82—1,67 1,33—1,25
Karosseriplåt ................................ 1,92 —1,7 2 1,33—1,25
Stålplåt #d= 55 kg/mm2 ....................... 1,82—1,67 —
Rostfri plåt.................................. 2,00 — 1,82 1,25—1,1 8
Bleckplåt..................................... 1,72 —1,54 1,14
Kopparplåt.................................... 1,82 — 1,67 1,18
Mässingsplåt ................................. 2,oo —1,82 1,33 —1,25
Zinkplåt...................................... 1,54—1,43 1,18 — 1,11
Mjuk aluminiumplåt............................ 1,89—1,67 1,25
Dural 681 B .................................. 1,82 —1,67 1,11
Med ledning av i tabell 46 angivna värden kunna för olika material
lämpliga dragförhållanden och antal steg beräknas. Tabellen gäller
dragning av rondeller. Icke cirkulärcylindriska detaljer, exempelvis
med konisk eller parabolisk form etc., äro svårare att bestämma på
liknande sätt. Antalet erforderliga steg måste då vanligen utprovas.
I fig. 385 visas i några principskisser de olika stegen vid dragning av
dylika detaljer. Till ledning vid bestämning av dragförhållande och
antal steg vid rondelldragning har medtagits nomogrammet i fig. 386.
För given stansdiameter uppsökes utefter motsvarande horisontallinje
skärningspunkten med en av de tunna lutande linjerna, vilken punkt
motsvarar det givna dragdjupet. Den genom skärningspunkten gående
vertikalen anger erforderlig rondelldiameter, medan det antal grövre
sneda linjer, som överkorsas mellan skärningspunkten och
horisontalaxeln, anger antalet steg, som erfordras. Dragförhållandet i varje steg
kan beräknas genom att för de grövre linjernas skärningspunkter med
den vertikal, som motsvarar rondelldiametern, uppsöka motsvarande
stansdiametrar.
331
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}