
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Plåtbearbetning - 53. Djupdragning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Formgivning utan spånbildning
Stegi 0,55
StegH 0,78
Kalibrering
StegUI 0,78
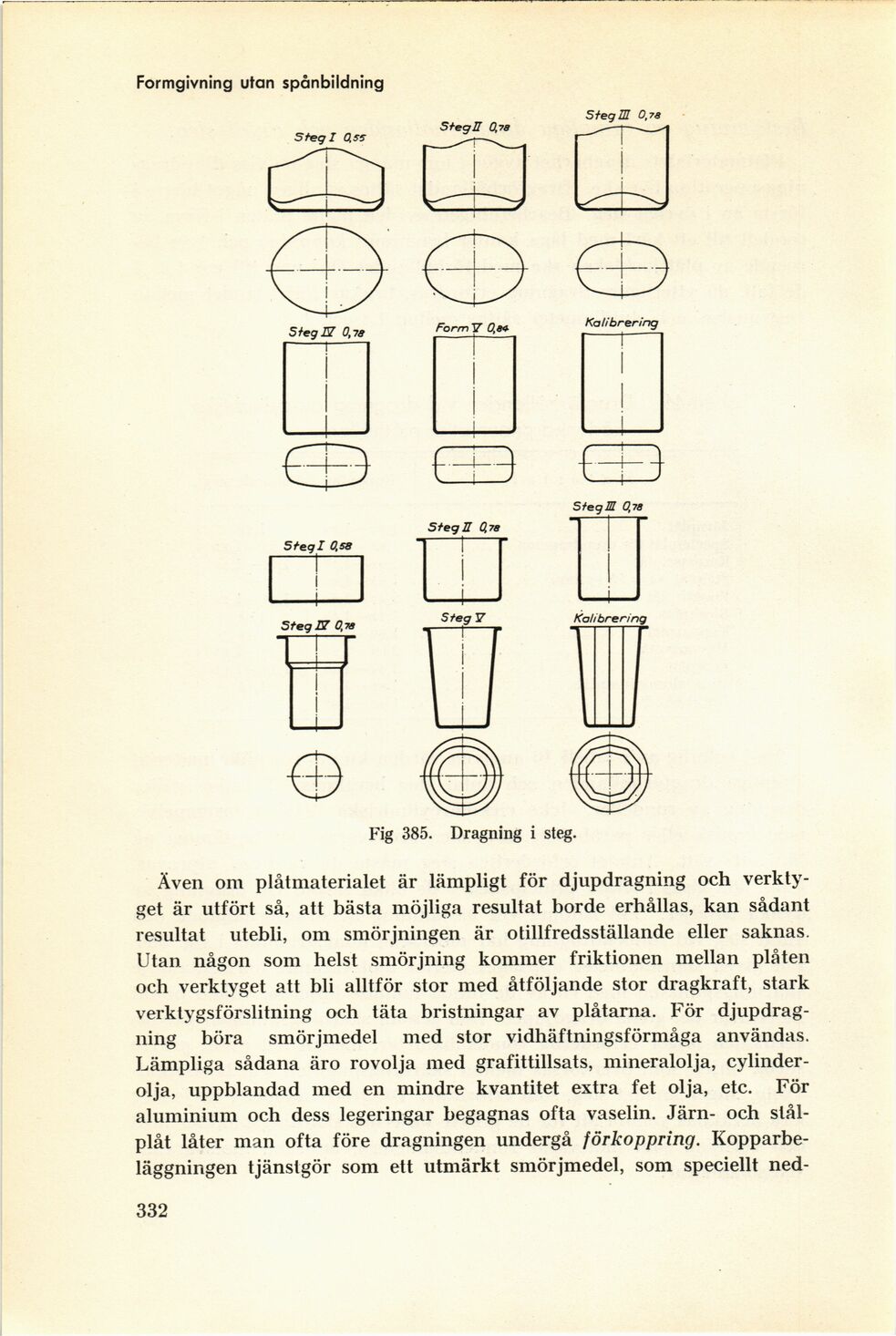
Fig 385. Dragning i steg.
Även om plåtmaterialet är lämpligt för djupdragning och
verktyget är utfört så, att bästa möjliga resultat borde erhållas, kan sådant
resultat utebli, om smörjningen är otillfredsställande eller saknas.
Utan någon som helst smörjning kommer friktionen mellan plåten
och verktyget att bli alltför stor med åtföljande stor dragkraft, stark
verktygsförslitning och täta bristningar av plåtarna. För
djupdragning böra smörjmedel med stor vidhäftningsförmåga användas.
Lämpliga sådana äro rovolja med grafittillsats, mineralolja,
cylinderolja, uppblandad med en mindre kvantitet extra fet olja, etc. För
aluminium och dess legeringar begagnas ofta vaselin. Järn- och
stålplåt låter man ofta före dragningen undergå förkoppring.
Kopparbeläggningen tjänstgör som ett utmärkt smörjmedel, som speciellt ned-
332
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}