
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Plåtbearbetning - 53. Djupdragning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Plåtbearbetning
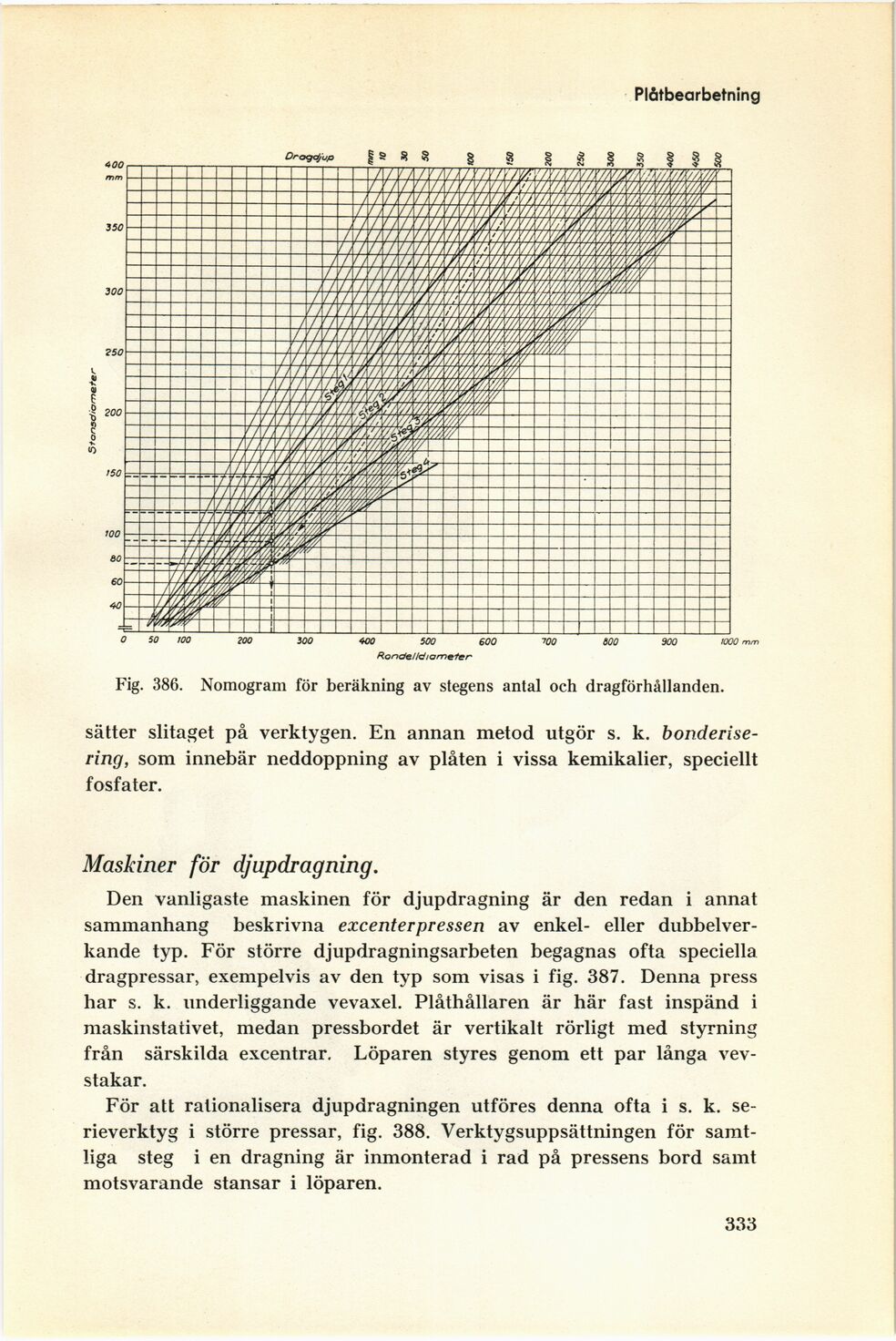
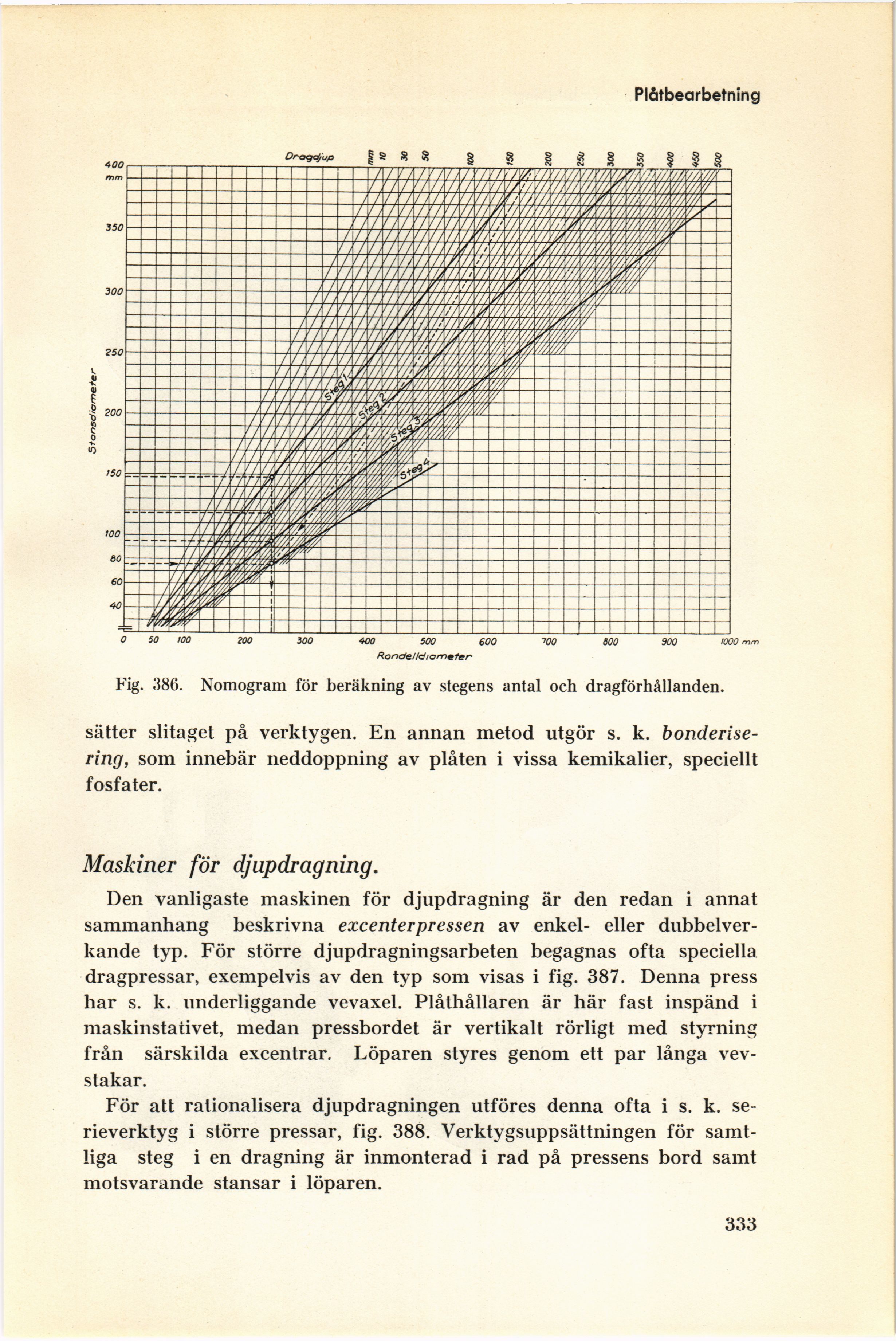
Fig. 386. Nomogram för beräkning av stegens antal och dragförhållanden.
sätter slitaget på verktygen. En annan metod utgör s. k.
bonderise-ring, som innebär neddoppning av plåten i vissa kemikalier, speciellt
fosfater.
Maskiner för djupdragning.
Den vanligaste maskinen för djupdragning är den redan i annat
sammanhang beskrivna excenterpressen av enkel- eller
dubbelverkande typ. För större djupdragningsarbeten begagnas ofta speciella
dragpressar, exempelvis av den typ som visas i fig. 387. Denna press
har s. k. underliggande vevaxel. Plåthållaren är här fast inspänd i
maskinstativet, medan pressbordet är vertikalt rörligt med styrning
från särskilda excentrar. Löparen styres genom ett par långa
vev-stakar.
För att rationalisera djupdragningen utföres denna ofta i s. k.
serieverktyg i större pressar, fig. 388. Verktygsuppsättningen för
samtliga steg i en dragning är inmonterad i rad på pressens bord samt
motsvarande stansar i löparen.
333
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}