
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Plåtbearbetning - 54. Speciella bearbetningsmetoder för grovplåt
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Formgivning utan spånbildning
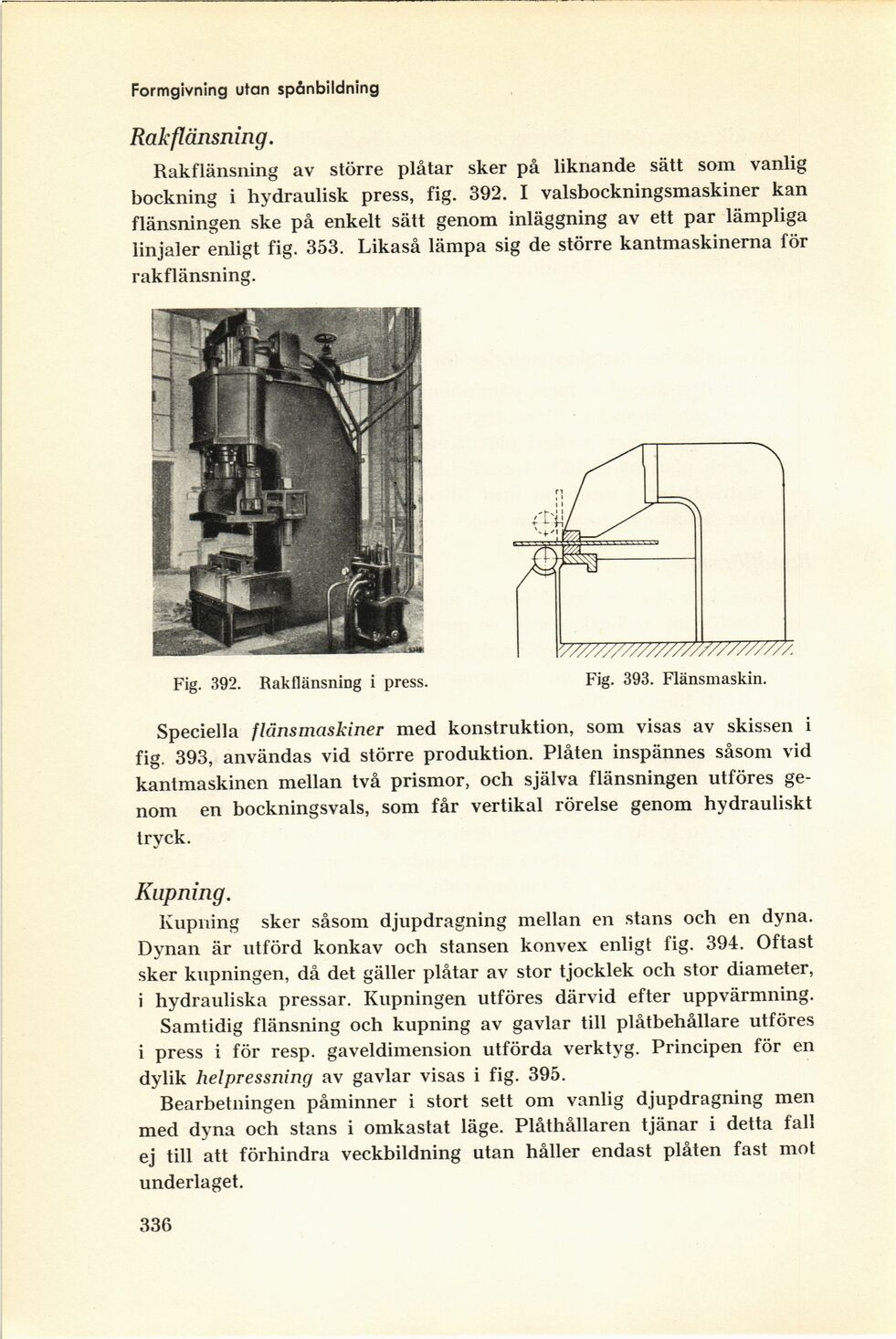
Rakflänsning.
Rakflänsning av större plåtar sker på liknande sätt som vanlig
bockning i hydraulisk press, fig. 392. I valsbockningsmaskiner kan
flänsningen ske på enkelt sätt genom inläggning av ett par lämpliga
linjaler enligt fig. 353. Likaså lämpa sig de större kantmaskinerna för
rakflänsning.
Fig. 392. Rakflänsning i press.
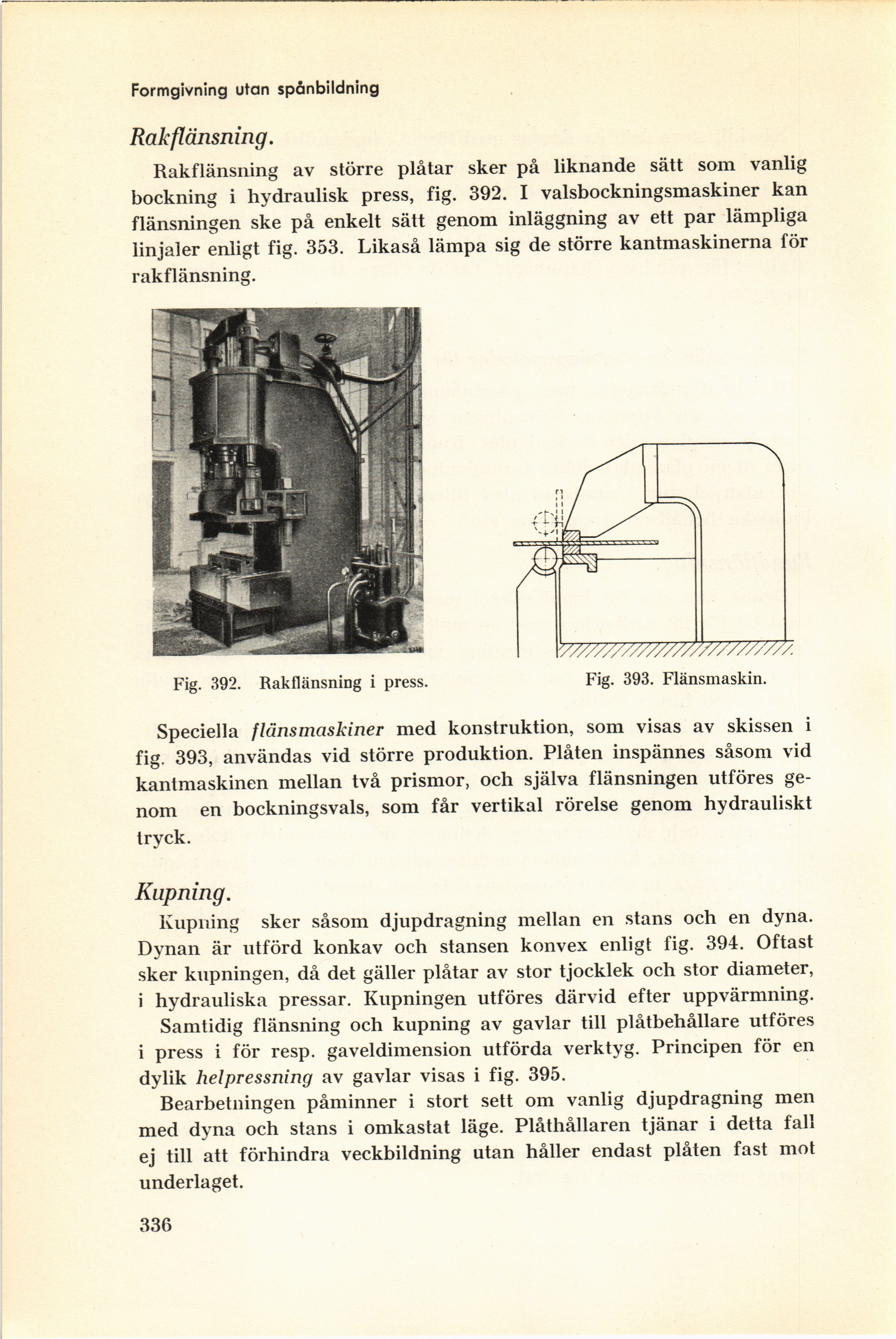
Fig. 393. Flänsmaskin.
Speciella flänsmaskiner med konstruktion, som visas av skissen i
fig. 393, användas vid större produktion. Plåten inspännes såsom vid
kantmaskinen mellan två prismor, och själva flänsningen utföres
genom en bockningsvals, som får vertikal rörelse genom hydrauliskt
tryck.
Kupning.
Kupning sker såsom djupdragning mellan en stans och en dyna.
Dynan är utförd konkav och stansen konvex enligt fig. 394. Oftast
sker kupningen, då det gäller plåtar av stor tjocklek och stor diameter,
i hydrauliska pressar. Kupningen utföres därvid efter uppvärmning.
Samtidig flänsning och kupning av gavlar till plåtbehållare utföres
i press i för resp, gaveldimension utförda verktyg. Principen för en
dylik helpressning av gavlar visas i fig. 395.
Bearbetningen påminner i stort sett om vanlig djupdragning men
med dyna och stans i omkastat läge. Plåthållaren tjänar i detta fall
ej till att förhindra veckbildning utan håller endast plåten fast mot
underlaget.
336
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}