
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Plåtbearbetning - 55. Speciella bearbetningsmetoder för tunnplåt
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Formgivning utan spånbildning
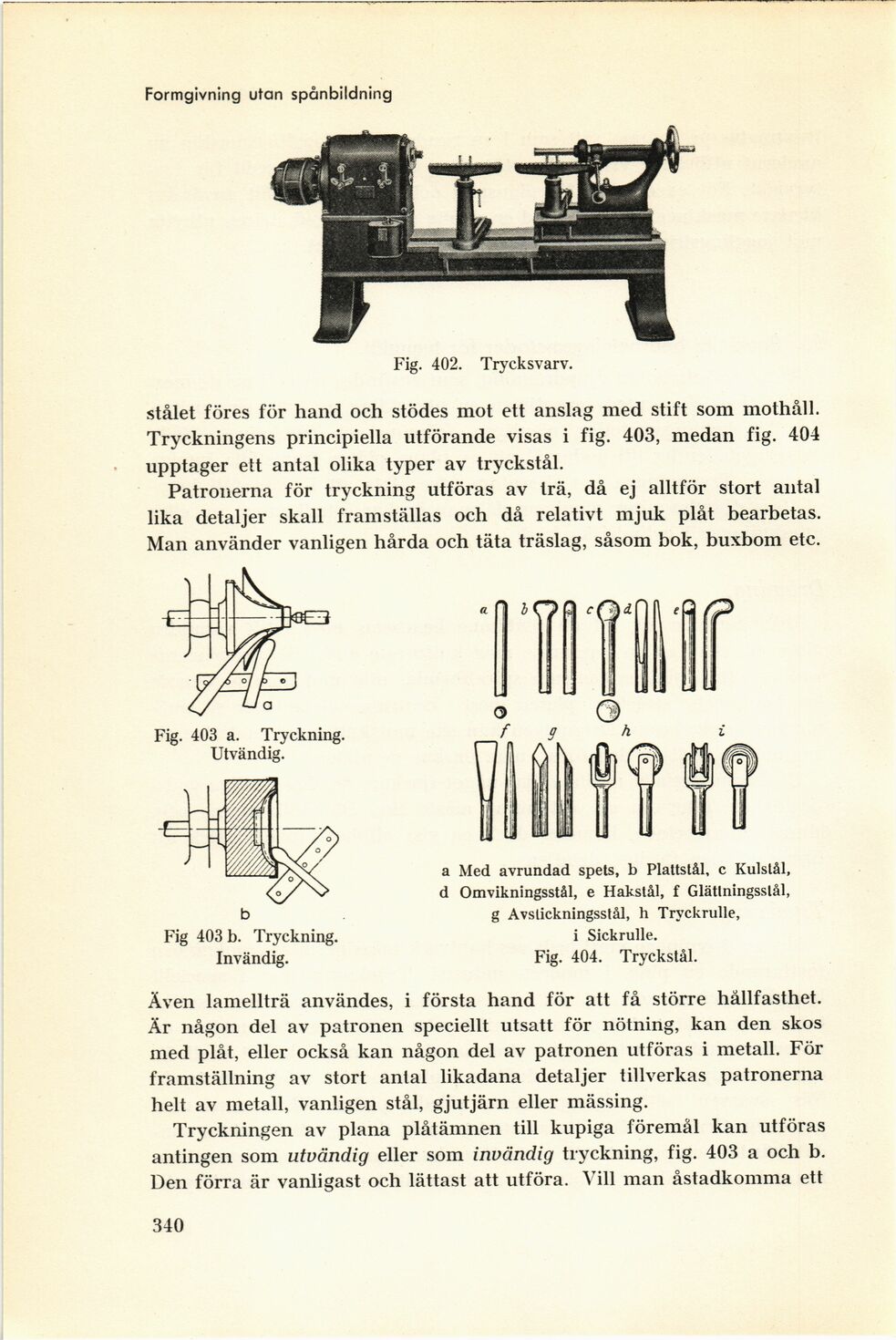
Fig. 402. Trycksvarv.
stålet föres för hand och stödes mot ett anslag med stift som mothåll.
Tryckningens principiella utförande visas i fig. 403, medan fig. 404
upptager ett antal olika typer av tryckstål.
Patronerna för tryckning utföras av trä, då ej alltför stort antal
lika detaljer skall framställas och då relativt mjuk plåt bearbetas.
Man använder vanligen hårda och täta träslag, såsom bok, buxbom etc.
Fig. 403 a. Tryckning.
Utvändig.
Fig 403 b. Tryckning.
Invändig.
a Med avrundad spets, b Plattstål, c Kulslål,
d Omvikningsstål, e Hakstål, f Glätlningsslål,
g Avstickningsstål, h Tryckrulle,
i Sickrulle.
Fig. 404. Tryckstål.
Även lamellträ användes, i första hand för att få större hållfasthet.
Är någon del av patronen speciellt utsatt för nötning, kan den skos
med plåt, eller också kan någon del av patronen utföras i metall. För
framställning av stort antal likadana detaljer tillverkas patronerna
helt av metall, vanligen stål, gjutjärn eller mässing.
Tryckningen av plana plåtämnen till kupiga föremål kan utföras
antingen som utvändig eller som invändig tryckning, fig. 403 a och b.
Den förra är vanligast och lättast att utföra. Vill man åstadkomma ett
340
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}