
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Plåtbearbetning - 55. Speciella bearbetningsmetoder för tunnplåt

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Plåtbearbetning
kärl med relativt tunna väggar men med förhållandevis stor höjd,
an-sättes ett extra stål som mothåll enligt fig. 403 a. På grund av den
kraftiga hopstukningen kommer nämligen plåten att öka i tjocklek
mot kanten.
Det för hand ansatta tryckstålet kan endast användas så länge
det är fråga om plåt upp till 1 å 2 mm tjocklek och av mjukt
material, såsom koppar, aluminium e. d. Järn- eller stålplåt och
metallplåt av större tjocklek fordra större tryckkrafter, och man använder
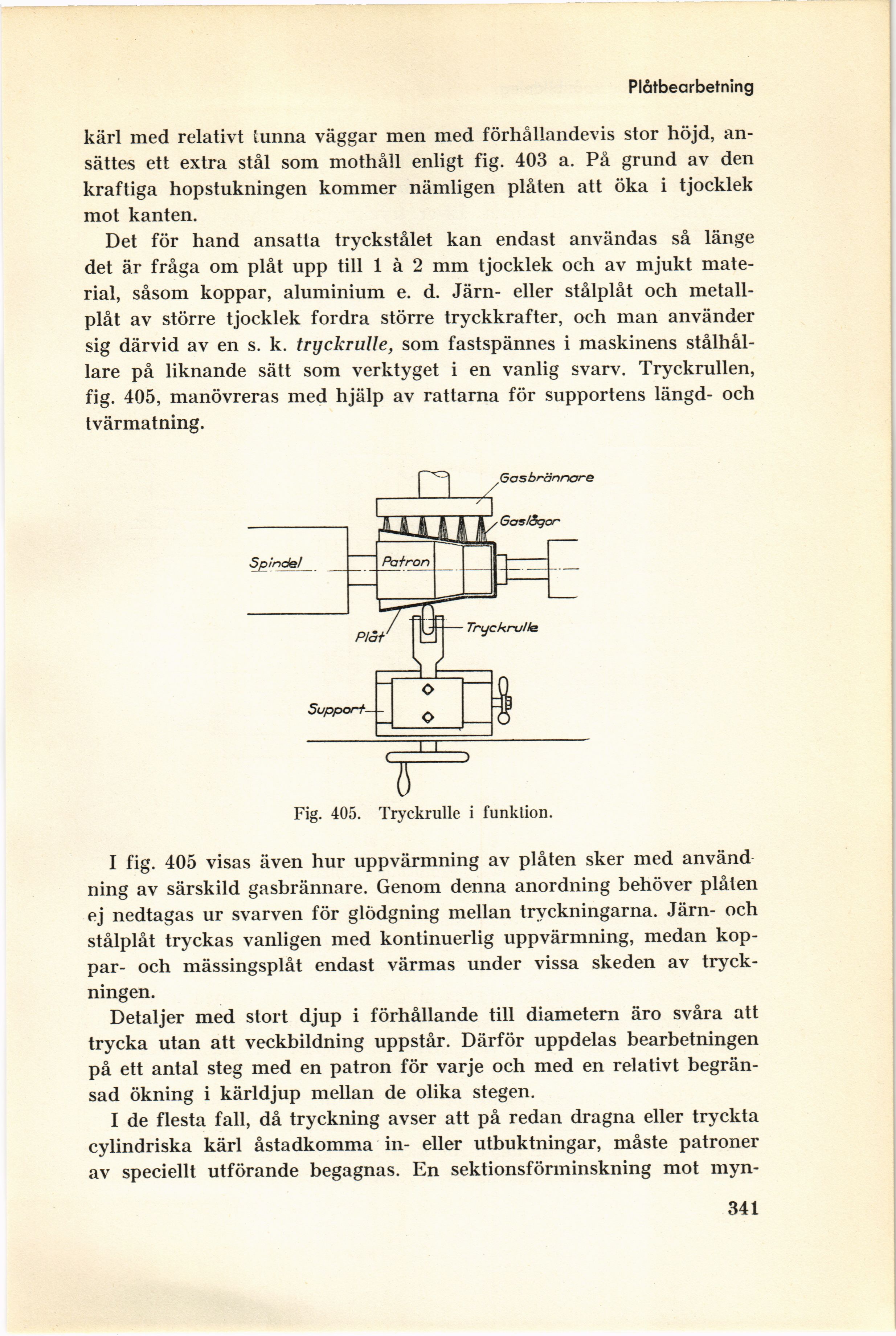
sig därvid av en s. k. tryckrulle, som fastspännes i maskinens
ståthållare på liknande sätt som verktyget i en vanlig svarv. Tryckrullen,
fig. 405, manövreras med hjälp av rattarna för supportens längd- och
tvärmatning.
Fig. 405. Tryckrulle i funktion.
I fig. 405 visas även hur uppvärmning av plåten sker med använd
ning av särskild gasbrännare. Genom denna anordning behöver plåten
ej nedtagas ur svarven för glödgning mellan tryckningarna. Järn- och
stålplåt tryckas vanligen med kontinuerlig uppvärmning, medan
koppar- och mässingsplåt endast värmas under vissa skeden av
tryckningen.
Detaljer med stort djup i förhållande till diametern äro svåra att
trycka utan att veckbildning uppstår. Därför uppdelas bearbetningen
på ett antal steg med en patron för varje och med en relativt
begränsad ökning i kärldjup mellan de olika stegen.
I de flesta fall, då tryckning avser att på redan dragna eller tryckta
cylindriska kärl åstadkomma in- eller utbuktningar, måste patroner
av speciellt utförande begagnas. En sektionsförminskning mot
myn
341
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}