
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Plåtbearbetning - 58. Gängtryckning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Formgivning utan spånbildning
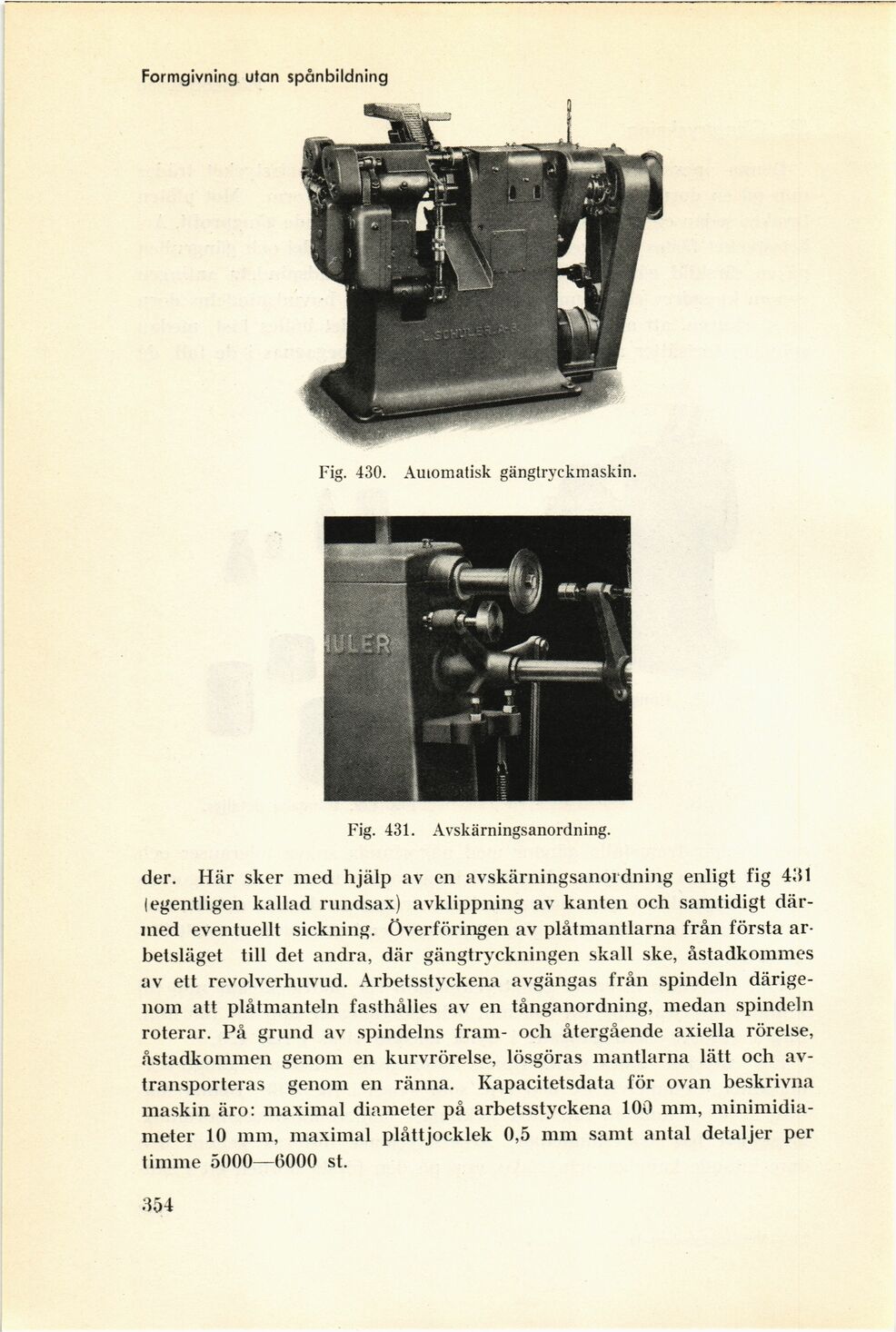
Fig. 430. Automatisk gängtryckmaskin.
Fig. 431. Avskärningsanordning.
der. Här sker med hjälp av en avskärningsanordning enligt fig 431
(egentligen kallad rnndsax) avklippning av kanten och samtidigt
därmed eventuellt sickning. Överföringen av plåtmantlarna från första
arbetsläget till det andra, där gängtryckningen skall ske, åstadkommes
av ett revolverhuvud. Arbetsstyckena avgängas från spindeln
därigenom att plåtmanteln fasthålies av en tånganordning, medan spindeln
roterar. På grund av spindelns fram- och återgående axiella rörelse,
åstadkommen genom en kurvrörelse, lösgöras mantlarna lätt och
avtransporteras genom en ränna. Kapacitetsdata för ovan beskrivna
maskin äro: maximal diameter på arbetsstyckena 100 mm,
minimidia-meter 10 mm, maximal plåttjocklek 0,5 mm samt antal detaljer per
timme 5000—6000 st.
354
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}