
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Sammanfogningsmetoder för plåt - 60. Nitning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Formgivning utan spånbildning
kemängden mellan tvenne kolvar kan trycket ökas resp, minskas.
Vätskebehållaren är försedd med överströmnings ventil, som kan
inställas på önskat tryck. Ventilen öppnar, då trycket överskrides, och
en del av vätskan strömmar in i en reservoar. Denna konstruktion
medför ännu en fördel, nämligen att gapet mellan stansen och mot-
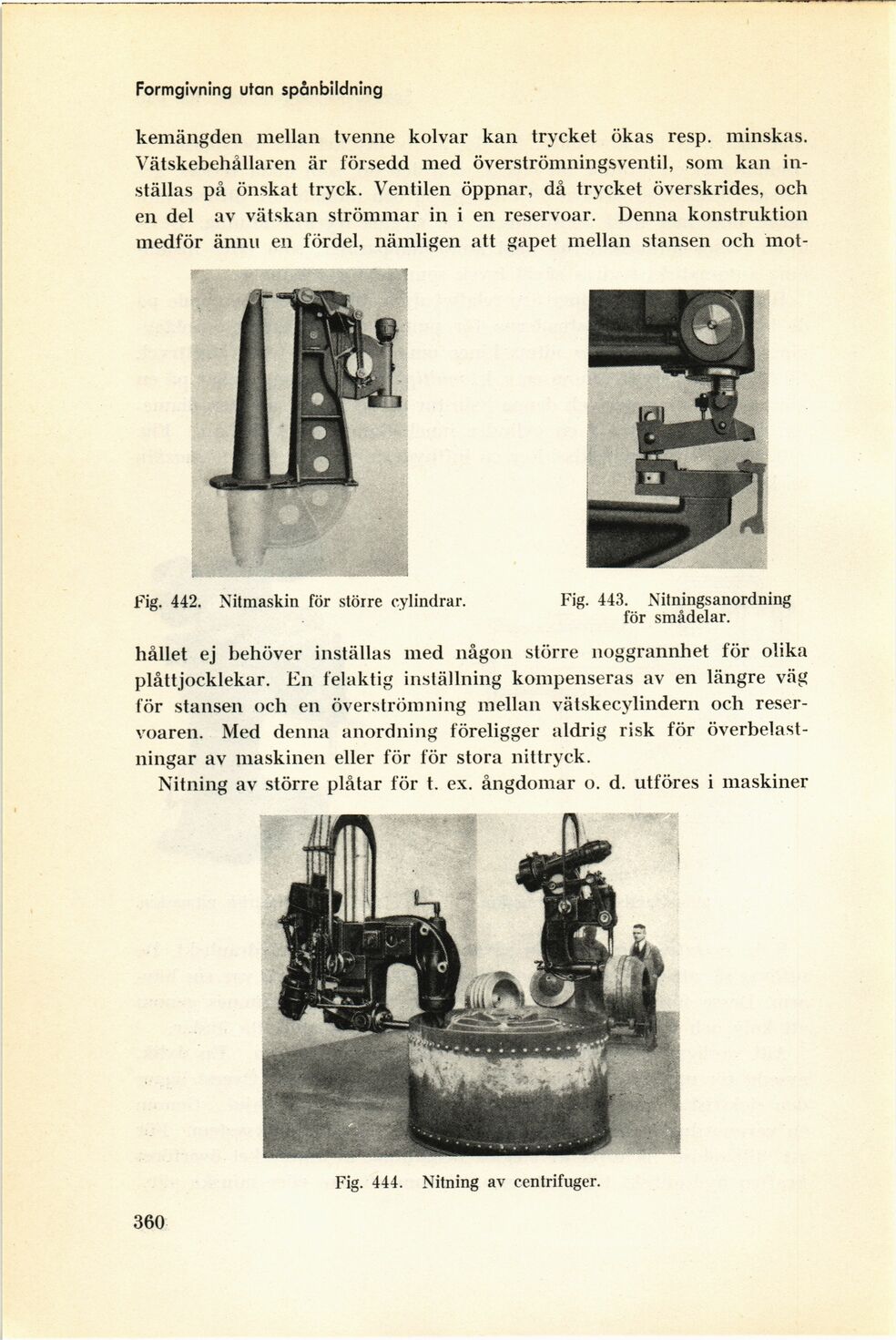
Fig. 442. Nitmaskin för större cylindrar.
Fig. 443. Nitningsanordning
för smådelar.
hållet ej behöver inställas med någon större noggrannhet för olika
plåttjocklekar. En felaktig inställning kompenseras av en längre väg
för stansen och en överströmning mellan vätskecylindern och
reservoaren. Med denna anordning föreligger aldrig risk för
överbelastningar av maskinen eller för för stora nittryck.
Nitning av större plåtar för t. ex. ångdomar o. d. utföres i maskiner
Fig. 444. Nitning av centrifuger.
360
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}