
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Sammanfogningsmetoder för plåt - 61. Svetsning av plåt
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Sammanfogningsmetoder för plåt
lig bindning kan erhållas även i fogens centrala partier. Genom
avfas-ningen erhållas fogtyper enl. fig, 452 c—f. Tjockare plåt än c:a 15
mm fordrar svetsning i flera skikt, d. v. s. skarven utfylles i flera
omgångar. Plåtmaterialets dimensionering bereder inga speciella
svårigheter, då sammanfogning skall ske genom svetsning. Det mellanrum,
som bör hållas mellan plåtkanterna vid grövre plåtar, uppgår till ett
par tre millimeter och har knappast betydelse för måtten på större de
täljer, som ofta måste bearbetas medelst hyvling, svarvning e. d. lör
att tillfredsställande passningar skola erhållas för monteringsarbeten.
Tillägg för överlappsfogar etc. kunna utan vidare beräknas, då
fogtypen bestämts. Vid stumfogar mellan klenare plåtar utan
tillsatsmaterial tryckas plåtkanterna dikt an mot varandra.
Ett förhållande, som särskilt bör observeras och som kan få
inflytande på exempelvis tillägget för arbetsmån, är plåtarnas kastning vid
svetsningen. Vänstersvetsning förorsakar, att plåtkanterna i fogen när-
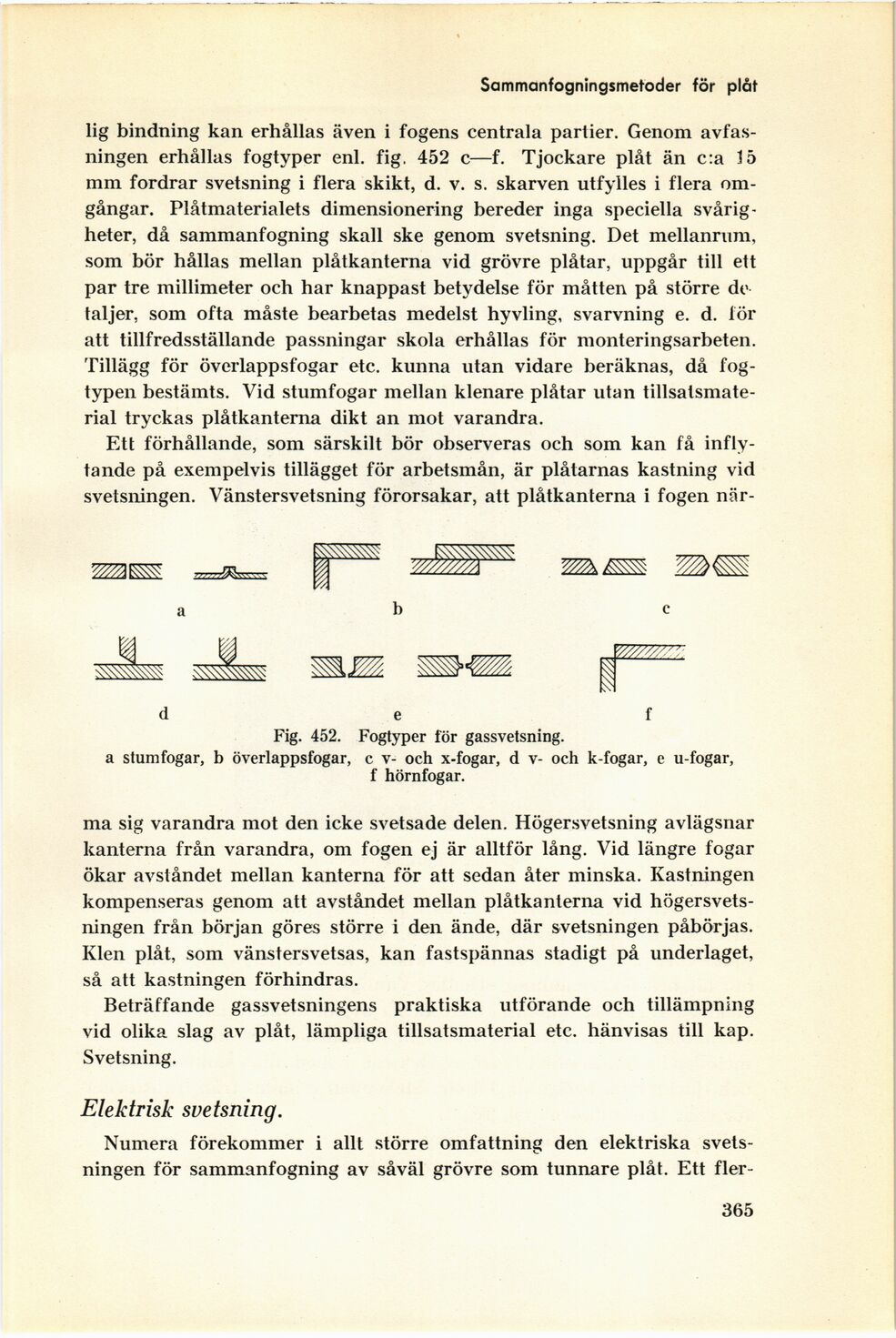
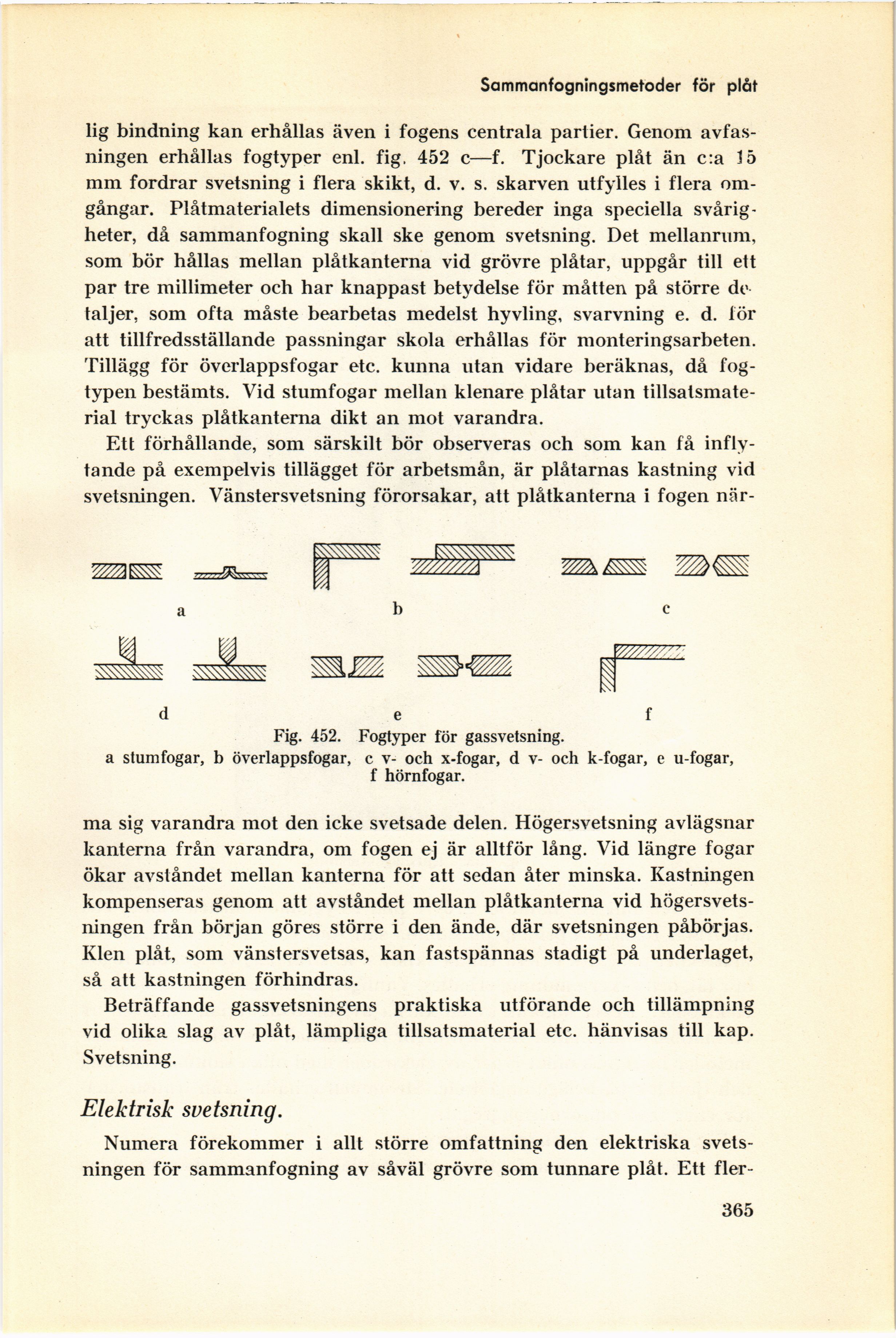
Fig. 452. Fogtyper för gassvetsning.
a stumfogar, b överlappsfogar, c v- och x-fogar, d v- och k-fogar, e u-fogar,
f hörnfogar.
ma sig varandra mot den icke svetsade delen. Högersvetsning avlägsnar
kanterna från varandra, om fogen ej är alltför lång. Vid längre fogar
ökar avståndet mellan kanterna för att sedan åter minska. Kastningen
kompenseras genom att avståndet mellan plåtkanterna vid
högersvets-ningen från början göres större i den ände, där svetsningen påbörjas.
Klen plåt, som vänstersvetsas, kan fastspännas stadigt på underlaget,
så att kastningen förhindras.
Beträffande gassvetsningens praktiska utförande och tillämpning
vid olika slag av plåt, lämpliga tillsatsmaterial etc. hänvisas till kap.
Svetsning.
Elektrisk svetsning.
Numera förekommer i allt större omfattning den elektriska
svetsningen för sammanfogning av såväl grövre som tunnare plåt. Ett
fler
365
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}