
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Sammanfogningsmetoder för plåt - 61. Svetsning av plåt
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Formgivning utan spånbildning
numera har tillgång till röntgenkontroll, varmed svetsfogarnas kvalitet
effektivt kan undersökas.
S. k. smidessvetsning eller vällsvetsning är tidigare beskriven under
rubriken Smidning. Den förekommer mera sällan vid plåtarbeten,
och då den användes, gäller det vanligen sammanfogning av grövre
plåt, d. v. s. med mer än 10 å 12 mm tjocklek.
Gassvetsning.
Denna användes i stor utsträckning för såväl grov- som tunnplåt. I
förra fallet svetsas med tillsatsmaterial i form av tråd. I senare fallet
användes tillsatsmaterial för plåt ned till 1 å 2 mm tjocklek. Därunder
kan svetsningen ske med eller utan tillsatsmaterial, alltefter den fog
som skall utföras och med hänsyn till de fordringar, som ställas på
denna samt övriga förhållanden, under vilka svetsningen sker.
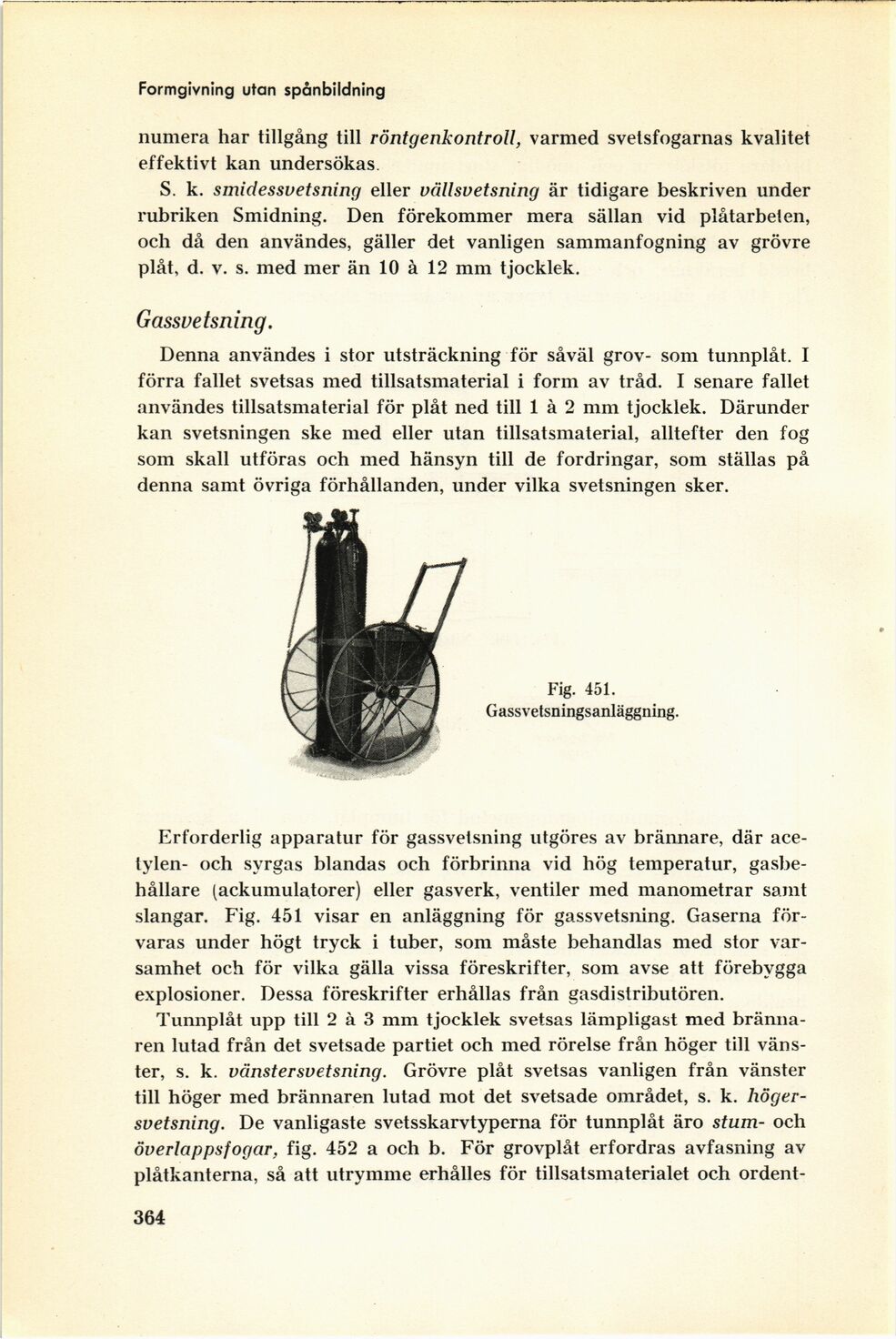
Fig. 451.
Gassvetsningsanläggning.
Erforderlig apparatur för gassvetsning utgöres av brännare, där
ace-tylen- och syrgas blandas och förbrinna vid hög temperatur,
gasbehållare (ackumulatorer) eller gasverk, ventiler med manometrar samt
slangar. Fig. 451 visar en anläggning för gassvetsning. Gaserna
förvaras under högt tryck i tuber, som måste behandlas med stor
varsamhet och för vilka gälla vissa föreskrifter, som avse att förebygga
explosioner. Dessa föreskrifter erhållas från gasdistributören.
Tunnplåt upp till 2 å 3 mm tjocklek svetsas lämpligast med
bränna-ren lutad från det svetsade partiet och med rörelse från höger till
vänster, s. k. vänstersvetsning. Grövre plåt svetsas vanligen från vänster
till höger med brännaren lutad mot det svetsade området, s. k.
högersvetsning. De vanligaste svetsskarvtyperna för tunnplåt äro stum- och
överlappsfogar, fig. 452 a och b. För grovplåt erfordras avfasning av
plåtkanterna, så att utrymme erhålles för tillsatsmaterialet och
ordent
364
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}