
Full resolution (JPEG) - On this page / på denna sida - Lödning, svetsning, gasskärning och flamhärdning, av Hugo Frostne - Elektrisk motståndssvetsning - 83. Punktsvetsmaskiner

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Elektrisk motståndssvetsning
ligen gejdstyrda elektrodhållaren. Motordrift med överföring av
kraften till elektrodhållaren medelst kam förekommer även.
Elektrodtrycket är beroende av arbetsstycket och varierar vanligen
mellan 20 och 500 kg. (I vissa fall förekommer ännu högre tryck.)
Stativet, som omsluter transformatorn och i vilket elektrodarmarna
äro lagrade.
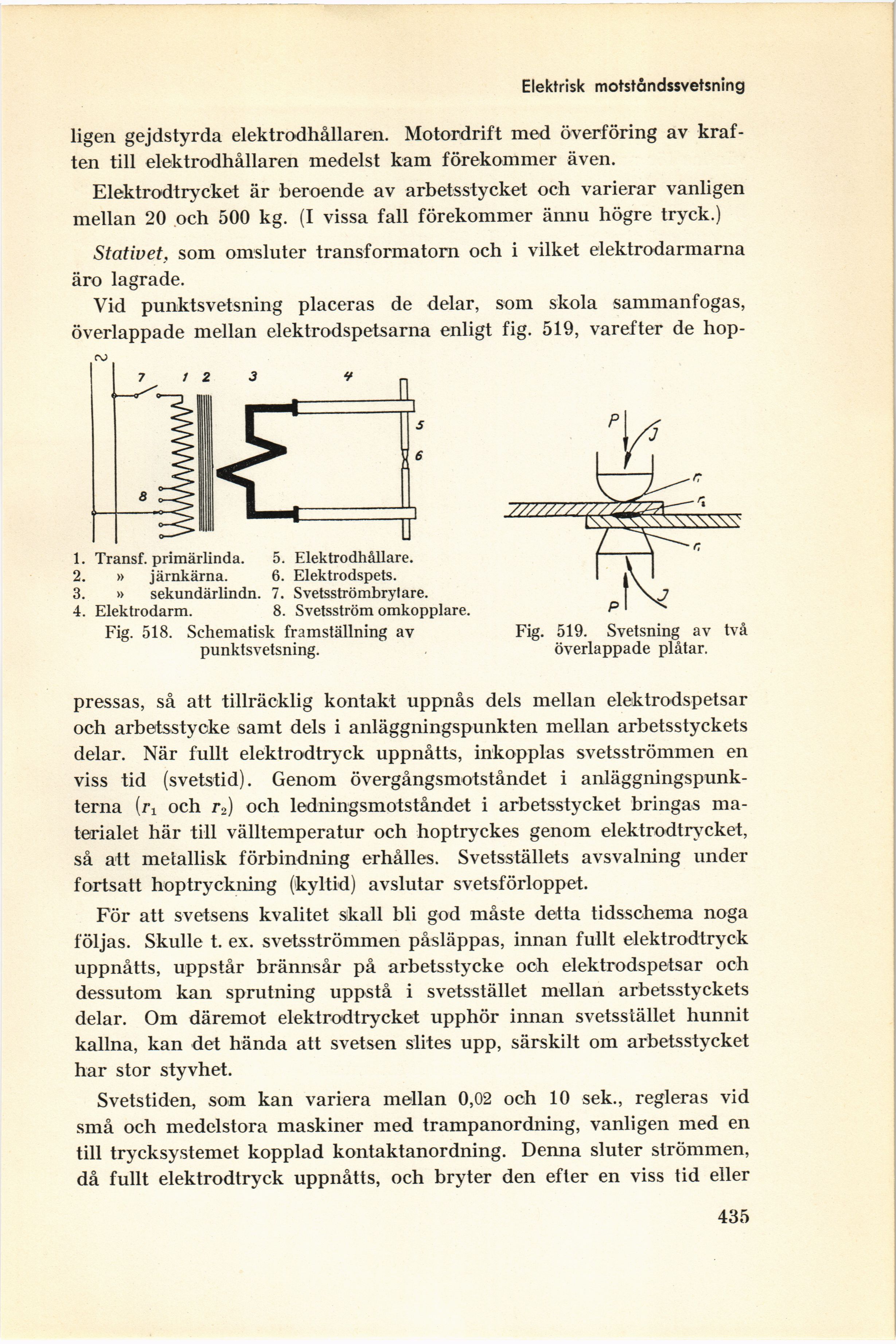
Vid punktsvetsning placeras de delar, som skola sammanfogas,
överlappade mellan elektrodspetsarna enligt fig. 519, varefter de
hop
1. Transf. primärlinda. 5. Elektrodhållare.
2. » järnkärna. 6. Elektrodspets.
3. » sekundärlindn. 7. Svetsströmbrylare.
4. Elektrodarm. 8. Svetsström omkopplare.
Fig. 518. Schematisk framställning av
punktsvetsning.
Fig. 519. Svetsning av två
överlappade plåtar.
pressas, så att tillräcklig kontakt uppnås dels mellan elektrodspetsar
och arbetsstycke samt dels i anläggningspunkten mellan arbetsstyckets
delar. När fullt elektrodtryck uppnåtts, inkopplas svetsströmmen en
viss tid (svetstid). Genom övergångsmotståndet i
anläggningspunk-terna (rx och r2) och ledningsmotståndet i arbetsstycket bringas
materialet här till välltemperatur och hoptryckes genom elektrodtrycket,
så att metallisk förbindning erhålles. Svetsställets avsvalning under
fortsatt hoptryckning (kyltid) avslutar svetsförloppet.
För att svetsens kvalitet skall bli god måste detta tidsschema noga
följas. Skulle t. ex. svetsströmmen påsläppas, innan fullt elektrodtryck
uppnåtts, uppstår brännsår på arbetsstycke och elektrodspetsar och
dessutom kan sprutning uppstå i svetsstället mellan arbetsstyckets
delar. Om däremot elektrodtrycket upphör innan svetsstället hunnit
kallna, kan det hända att svetsen slites upp, särskilt om arbetsstycket
har stor styvhet.
Svetstiden, som kan variera mellan 0,02 och 10 sek., regleras vid
små och medelstora maskiner med trampanordning, vanligen med en
till trycksystemet kopplad kontaktanordning. Denna sluter strömmen,
då fullt elektrodtryck uppnåtts, och bryter den efter en viss tid eller
435
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}