
Full resolution (JPEG) - On this page / på denna sida - Lödning, svetsning, gasskärning och flamhärdning, av Hugo Frostne - Elektrisk motståndssvetsning - 83. Punktsvetsmaskiner

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Elektrisk motståndssvetsning
då trycket på trampanordningen upphör. Maskiner, som avses att
användas för massfabrikation, förses vanligen med en tidkontrollapparat,
medelst vilken svetstiden kan inställas exakt. Vid maskiner, som
arbeta fullständigt automatiskt, och vid snabbpunktsvetsmaskiner, vilka
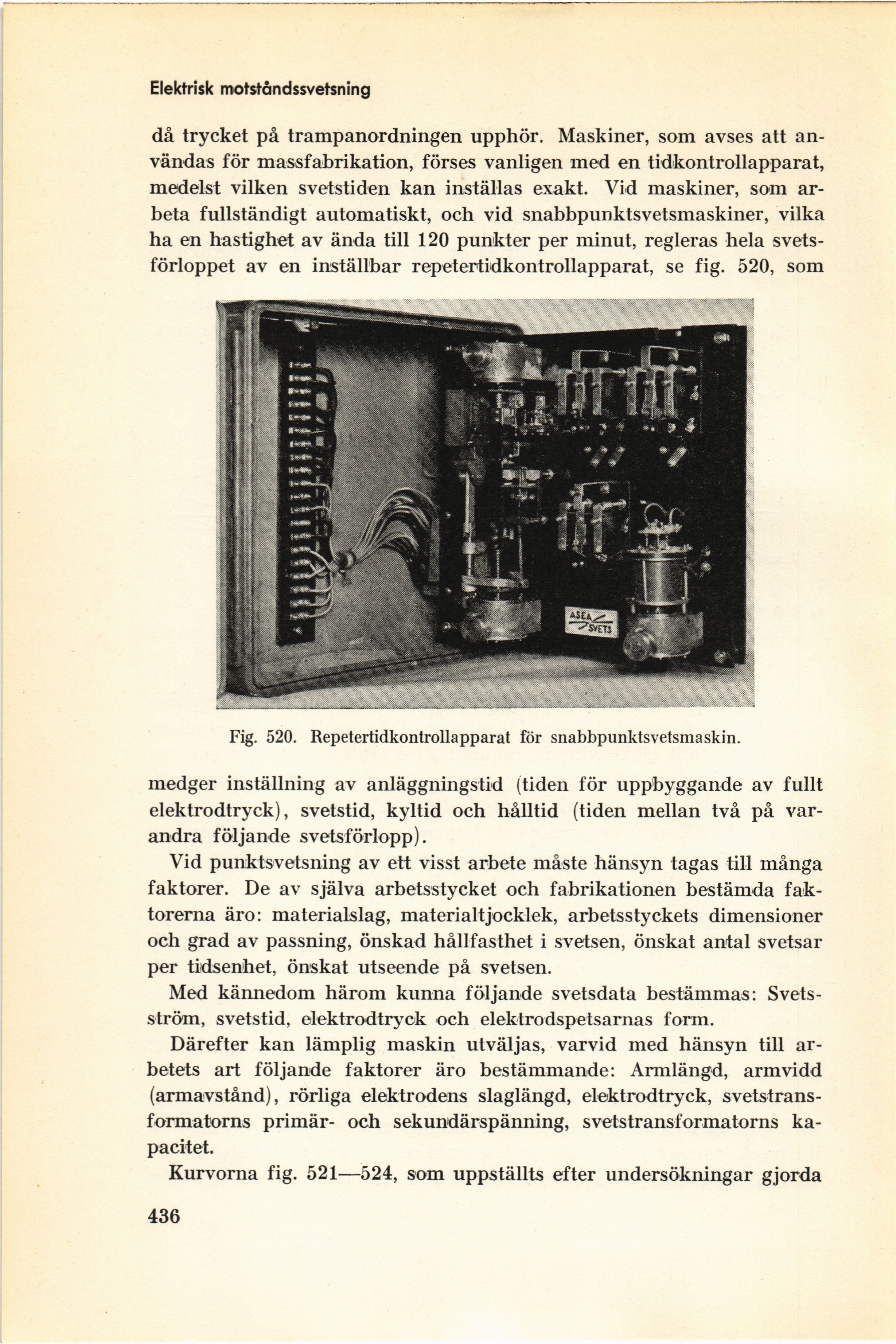
ha en hastighet av ända till 120 punkter per minut, regleras hela
svets-förloppet av en inställbar repetertidkontrollapparat, se fig. 520, som
Fig. 520. Repetertidkontrollapparat för snabbpunktsvetsmaskin.
medger inställning av anläggningstid (tiden för uppbyggande av fullt
elektrodtryck), svetstid, kyltid och hålltid (tiden mellan två på
varandra följande svetsförlopp).
Vid punktsvetsning av ett visst arbete måste hänsyn tagas till många
faktorer. De av själva arbetsstycket och fabrikationen bestämda
faktorerna äro: materialslag, materialtjocklek, arbetsstyckets dimensioner
och grad av passning, önskad hållfasthet i svetsen, önskat antal svetsar
per tidsenhet, önskat utseende på svetsen.
Med kännedom härom kunna följande svetsdata bestämmas:
Svets-ström, svetstid, elektrodtryck och elektrodspetsarnas form.
Därefter kan lämplig maskin utväljas, varvid med hänsyn till
arbetets art följande faktorer äro bestämmande: Armlängd, armvidd
(armavstånd), rörliga elektrodens slaglängd, elektrodtryck,
svetstrans-formatorns primär- och sekundärspänning, svetstransformatorns
kapacitet.
Kurvorna fig. 521—524, som uppställts efter undersökningar gjorda
436
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}