
Full resolution (JPEG) - On this page / på denna sida - Lödning, svetsning, gasskärning och flamhärdning, av Hugo Frostne - Gasskärning och flamhärdning - 103. Skärning med acetylen-syrgas

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Gasskärning
vid och drives ut ur snittskåran, så att kanterna bli metalliskt rena.
Det vid förbränningen frigjorda värmet ledes emellertid till
angränsande partier, där det fortfarande håller materialet vid
antändnings-temperatur, och skärningen sker därför genom en jämn förflyttning
av brännaren i skärriktningen. Skärningen påbörjas lättast i en kant
av materialet eller i ett genom detta borrat hål.
För att en metall skall kunna skäras med gasskärning äro följande
betingelser nödvändiga:
Metallen måste i upphettat tillstånd kunna brinna i ren syrgas och
därvid bilda en lättfluten oxid, som lätt låter sig blåsas bort ur
snitt-skåran.
Metallens antändningstemperatur måste ligga under dess smältpunkt.
I annat fall skulle den nämligen rinna bort utan att antändas.
Den vid förbränningen bildade oxiden måste ha lägre smältpunkt än
metallen, så att den rinner bort ur snittskåran.
Alla rena kolstål, en stor del av de legerade stålen och stålgjutgods
kunna skäras på detta sätt. Vissa legerade stål och stål med hög
kol-halt böra emellertid skäras under förvärmning till 250 å 300°G på
grund av risk för sprickbildning i snittkanterna genom den ojämna
uppvärmningen. Koppar, aluminium och andra metaller och
metall-legeringar kunna däremot ej skäras. Vid gjutjärn ligger oxidens
smältpunkt över gjutjärnets, och det är därför ej skärbart utan vidare.
Genom att i snittskåran införa en stav av mjukt järn och genom dettas
förbränningsvärme överhetta gjutjärnet eller genom ett kraftigt
ace-tylenöverskott i värmelågan kan man visserligen skära gjutjärn, men
snittkanterna bli ej skarpa.
Skärsyrgasens tryck är beroende av materialtjockleken och varierar
vanligen mellan 2 och 10 atö. Lämpligt skärgastryck vid
handskärning av olika materialtjocklekar framgår av tabell 70.
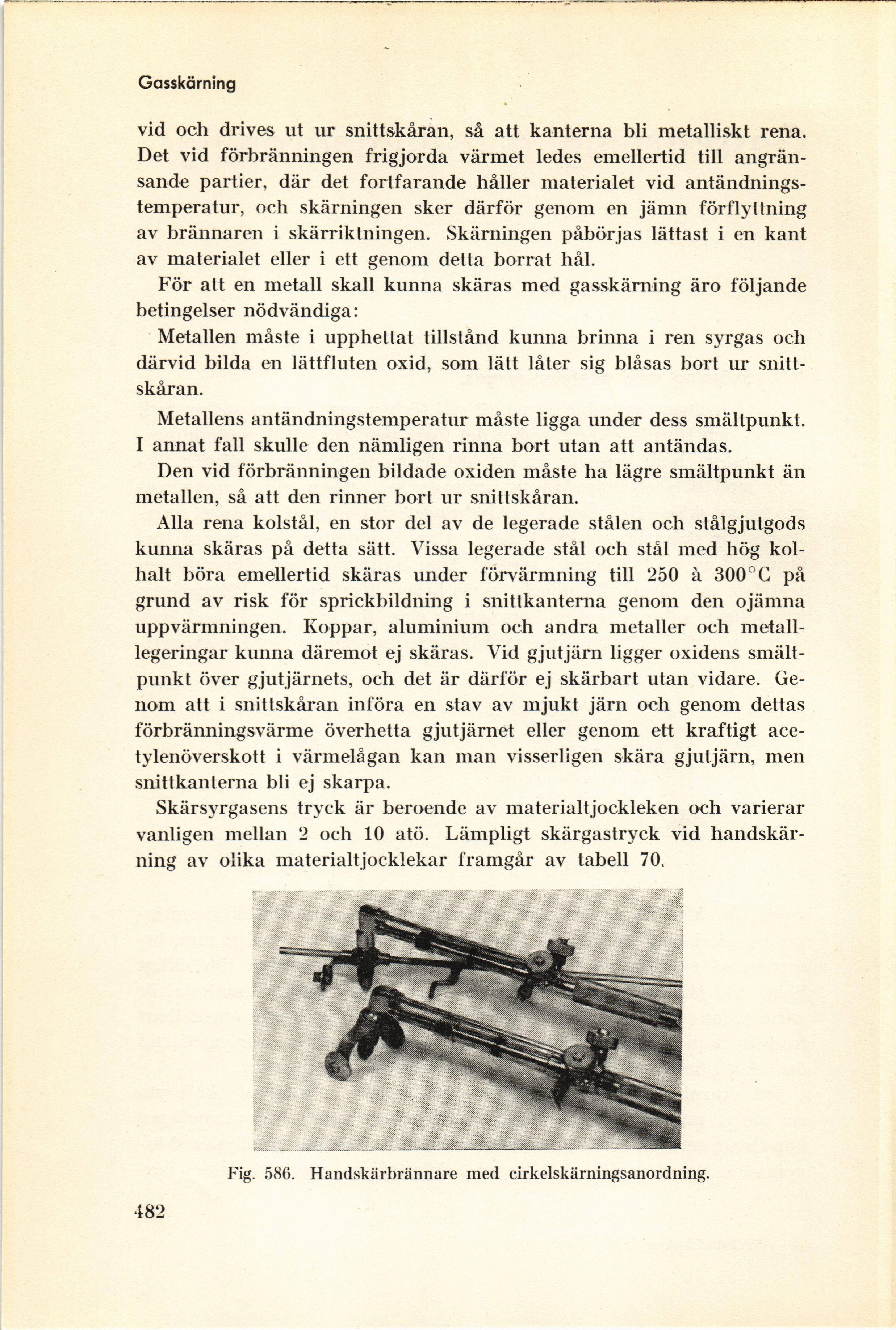
Fig. 586. Handskärbrännare med cirkelskärningsanordning.
482
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}