
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
179 INDU STRITIDNINGEN NORDEN
II. 1 c). Om ansökningen avser ett tilläggspatent
eller dylikt, »skall numret å huvudpatentet eller å
ansökningen angående detta patent angivas».
I 2 § kungörelsen den 31 december 1895 stadgas,
att om ansökningen avser ett tilläggspatent, uppgift
skall meddelas å huvudpatentets registernummer.
I de icke sällan förekommande fall, då vid
ingivande av ansökningen om tilläggspatent ansökningen
angående huvudpatentet ännu icke blivit
slutbehandlad, bör givetvis sistnämnda ansöknings diarienummer
angivas. Det synes därför lämpligt att till
ifrågavarande stadgande i kungörelsen göra ett tillägg i sådant
hänseende.
IV. 6. Denna resolution motsvaras av 3 § 3 stycket
i kungörelsen den 31 december 1895, vilket stadgande
lämpligen torde erhålla det tillägget, att beträffande
de elektriska enheterna de bestämmelser, som äro
antagna i clen internationella praxis, böra iakttagas.
I detta sammanhang torde hänvisningen till
justeringsstyrelsens cirkulär den 10 april 1879 lämpligen
böra utgå såsom obehövlig.
V. 4. Bestämmelsen i denna resolution, att
ritningen bör väl lämpa sig för en tydlig fotografisk
reproduktion, är visserligen icke av den beskaffenhet, att
densamma nödvändiggör införande av ett motsvarande
stadgande i våra författningar. Då emellertid
bestämmelsen innehåller en kardinalfordran å ritningens
huvudexemplar, har det synts ämbetsverket lämpligt, att
en motsvarande bestämmelse intoges i 3 § 4 stycket i
kungörelsen den 31 december 1895. (Forts, ä sid. 182.)
Ny metod för skärning av metaller.
Uppfinnare: V. Retterath, Ingolstad.
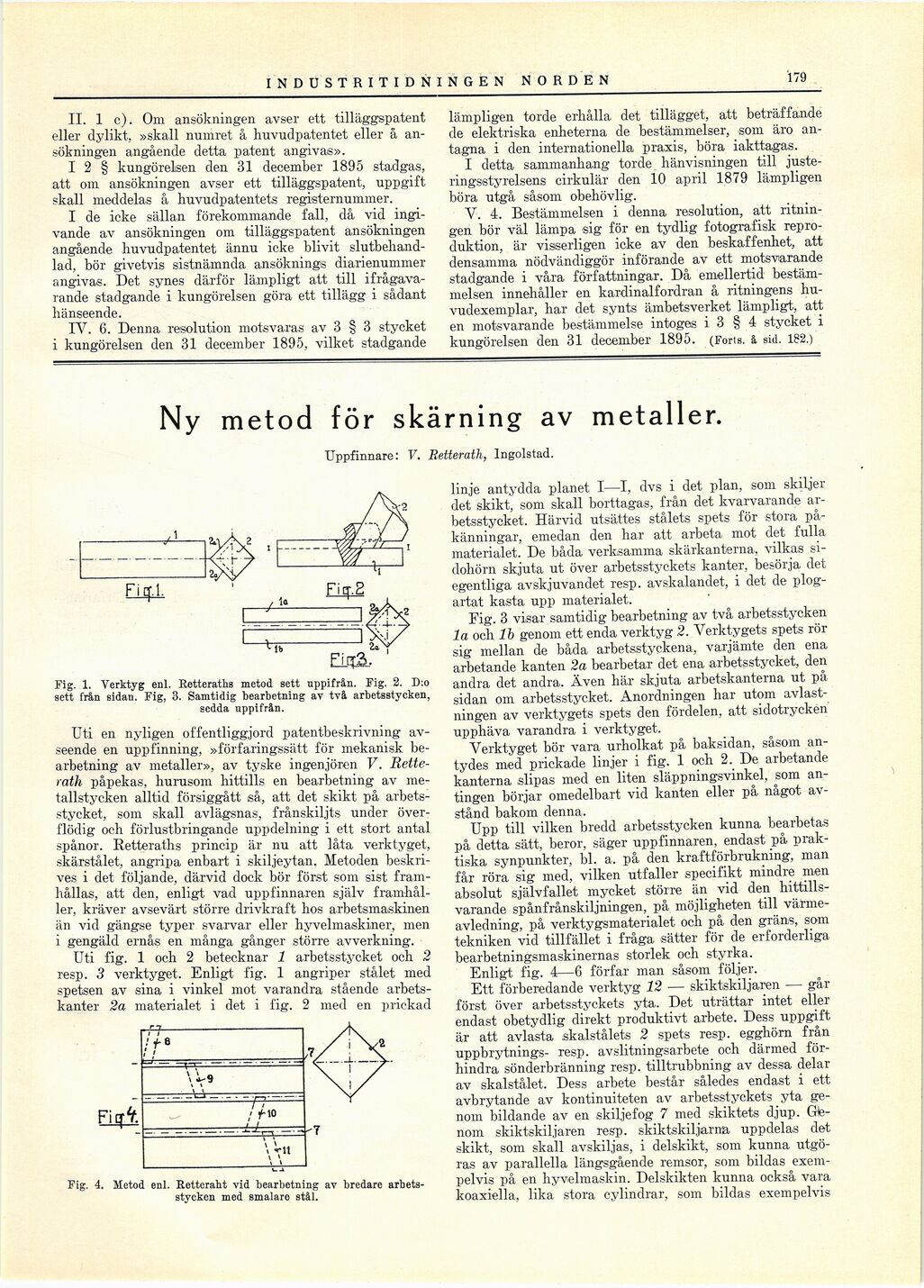
Fig. 1. Verktyg enl. Retteraths metod sett uppifrån. Fig. 2. D:o
sett från sidan. Fig, 3. Samtidig bearbetning av två arbetsstycken,
sedda uppifrån.
Uti en nyligen offentliggjord patentbeskrivning
avseende en uppfinning, »förfaringssätt för mekanisk
bearbetning av metaller», av tyske ingenjören V.
Retterath påpekas, hurusom hittills en bearbetning av
metallstycken alltid försiggått så, att det skikt på
arbetsstycket, som skall avlägsnas, frånskiljts under
överflödig och förlustbringande uppdelning i ett stort antal
spånor. Retteraths princip är nu att låta verktyget,
skärstålet, angripa enbart i skiljeytan, Metoden
beskrives i det följande, därvid dock bör först som sist
framhållas, att den, enligt vad uppfinnaren själv
framhåller, kräver avsevärt större drivkraft hos arbetsmaskinen
än vid gängse typer svarvar eller hyvelmaskiner, men
i gengäld ernås en många gånger större avverkning.
Uti fig. 1 och 2 betecknar 1 arbetsstycket och 2
resp. 3 verktyget, Enligt fig. 1 angriper stålet med
spetsen av sina i vinkel mot varandra stående
arbets-kanter 2a materialet i det i fig. 2 med en prickad
Fi ty V.
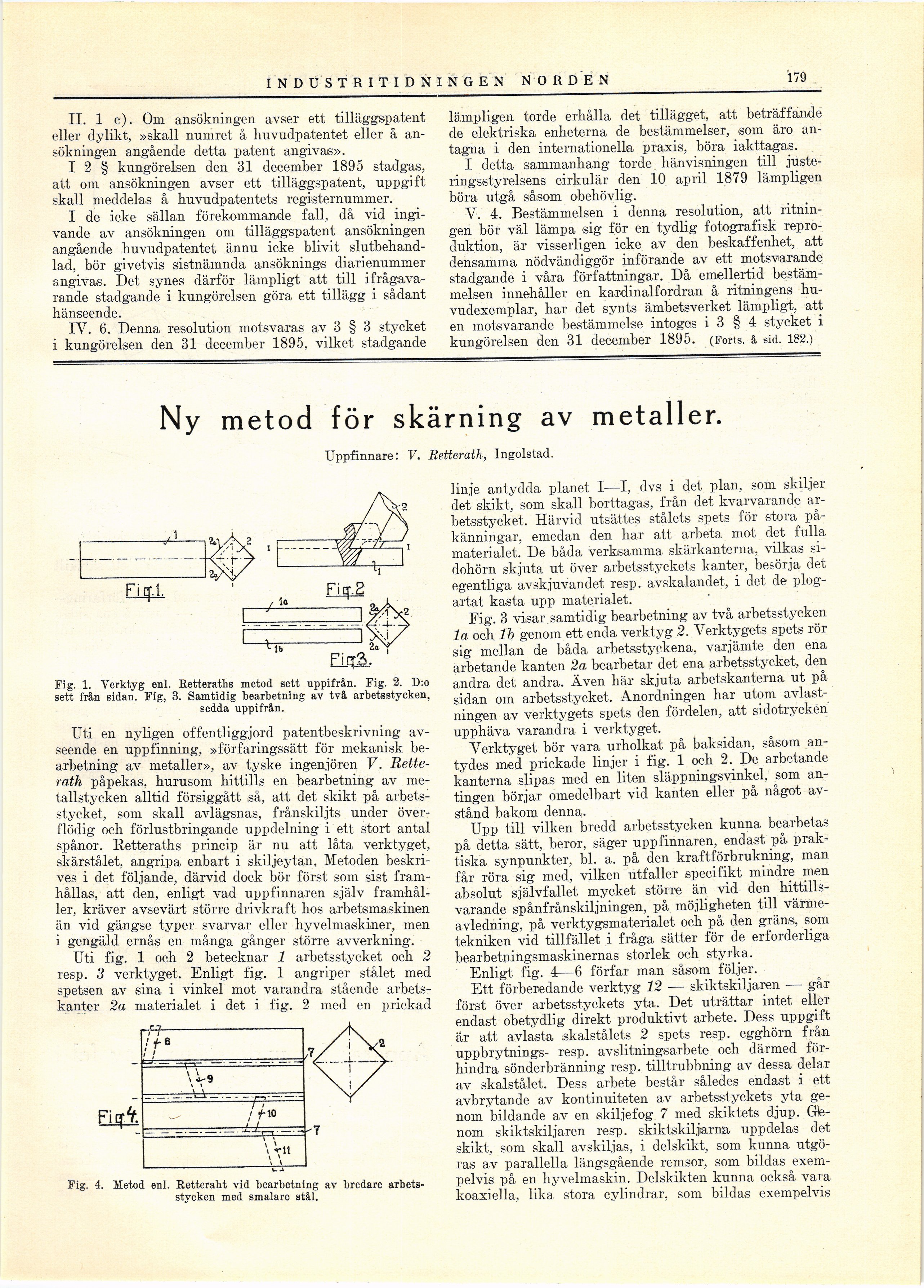
Fig. 4. Metod enl. Retteraht vid bearbetning av bredare
arbetsstycken med smalare stål.
linje antydda planet I—I, dvs i det plan, som skiljer
det skikt, som skall borttagas, från det kvarvarande
arbetsstycket. Härvid utsättes stålets spets för stora
påkänningar, emedan den har att arbeta mot det fulla
materialet, De båda verksamma skärkanterna, vilkas
sidohörn skjuta ut över arbetsstyckets kanter, besörja det
egentliga avskjuvandet resp. avskalandet, i det de
plog-artat kasta upp materialet.
Fig. 3 visar samtidig bearbetning av två arbetsstycken
la och lb genom ett enda verktyg 2. Verktygets spets rör
sig mellan de båda arbetsstycken, varjämte clen ena
arbetande kanten 2a bearbetar det ena arbetsstycket, den
andra det andra. Även här skjuta arbetskanterna ut på
sidan om arbetsstycket. Anordningen har utom
avlastningen av verktygets spets den fördelen, att sidotrycken
upphäva varandra i verktyget.
Verktyget bör vara urholkat på baksidan, såsom
antydes med prickade linjer i fig. 1 och 2. De arbetande
kanterna slipas med en liten släppningsvinkel, som
antingen börjar omedelbart vid kanten eller på något
avstånd bakom denna.
Upp till vilken bredd arbetsstycken kunna bearbetas
på detta sätt, beror, säger uppfinnaren, endast på
praktiska synpunkter, bl. a, på den kraftförbrukning, man
får röra sig med, vilken utfaller specifikt mindre men
absolut självfallet mycket större än vid den
hittillsvarande spånfrånskiljningen, på möjligheten till
värmeavledning, på verktygsmaterialet och på den gräns, som
tekniken vid tillfället i fråga sätter för de erforderliga
bearbetningsmaskinernas storlek och styrka.
Enligt fig. 4—6 förfar man såsom följer.
Ett förberedande verktyg 12 — skiktskiljaren — går
först över arbetsstyckets yta. Det uträttar intet eller
endast obetydlig direkt produktivt arbete. Dess uppgift
är att avlasta skalstålets 2 spets resp. egghörn från
uppbrytnings- resp. avslitningsarbete och därmed
förhindra sönderbränning resp. tilltrubbning av dessa delar
av skalstålet. Dess arbete består således endast i ett
avbrytande av kontinuiteten av arbetsstyckets yta
genom bildande av en skiljefog 7 med skiktets djup.
Gte-nom skiktskiljaren resp. skiktskiljarnä uppdelas det
skikt, som skall avskiljas, i delskikt, som kunna
utgöras av parallella längsgående remsor, som bildas
exempelvis på en hyvelmaskin. Delskikten kunna också vara
koaxiella, lika stora cylindrar, som bildas exempelvis
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}