
Full resolution (JPEG) - On this page / på denna sida - 8. Bearbetning med skärverktyg - Borrning och brotchning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
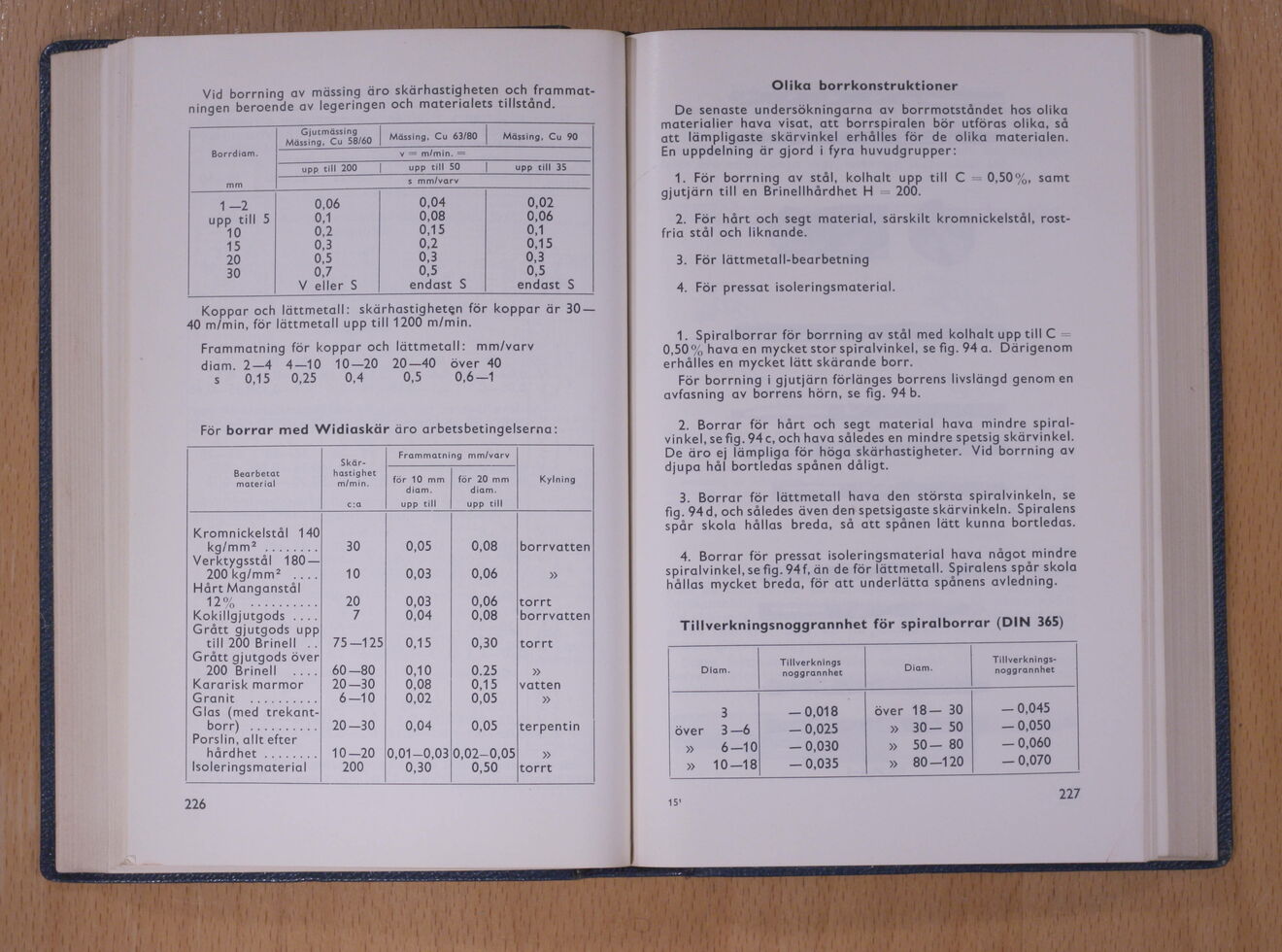
Vid borrning av mässing äro skärhastigheten och frammat
ningen beroende av legeringen och materialets tillstånd.
Borrdiam. mm
Gjucmässing Mässing, Cu 58/60
Mässing, Cu 63/80
Mässing, Cu 90
v m/min, —
upp till 200
upp till 50
upp till 35
s mm/varv
1-2
0,06
0,04
0,02
upp till 5
0,1
0,08
0,06
t t
10
0,2
0,15
0,1
15
0,3
0,2
0,15
20
0,5
0,3
0,3
30
0,7
0,5
0,5
V eller S
endast S
endast S
Koppar och lättmetall: skärhastighete,n för koppar är 30
40 m/min, för lättmetall upp till 1200 m/min.
Frammatning iör koppar och lättmetall: mm/varv
diam. 2—4 4—10 10—20 20—40 över 40
s 0,15 0,25 0.4 0,5 0,6-1
För borrar med Widiaskär äro arbetsbetingelserna:
I
Frammotning mm/v arv
Skär- ___________
Bearbetat hastighet
material m/mm. for 10 mm for 20 mm Kylning
diam. diam.
c:a upp till upp till
Kromnickelstål 140
kg/mm2 ........ 30 0,05 0,08 borrvatten
Verktygsstål 180 —
200 kg/mm2 ;... 10 0,03 0,06 »
Hårt Manganstål
12",, .......... 20 0,03 0,06 torrt
Kokillgjutgods .... 7 0,04 0,08 borrvatten
Grått gjutgods upp
till 200 Brinell .. 75—125 0,15 0,30 torrt
Grått gjutgods över
200 Brinell .... 60—80 0,10 0.25 »
Kararisk marmor 20—30 0,08 0,15 vatten
Granit .......... 6—10 0,02 0,05 »
Glas (med
trekantborr) .......... 20—30 0,04 0,05 terpentin
Porslin, allt efter
hårdhet........ 10-20 0,01-0,03 0,02-0,05 »
Isolerings materia I 200 0,30 0.50 torrt
226
Olika borrkonstruktioner
De senaste undersökningarna av borrmotståndet hos olika
materialier hava visat, att borrspiralen bör utföras olika, så
att lämpligaste skärvinkel erhålles för de olika materialen.
En uppdelning är gjord i fyra huvudgrupper:
1. För borrning av stål, kolhalt upp till C - 0,50%, samt
gjutjärn till en Brinellhårdhet H - 200.
2. For hårt och segt material, särskilt kromnickelstål,
rostfria stål och liknande.
3. För lättmetall-bearbetning
4. För pressat isoleringsmaterial.
1. Spiralborrar för borrning av stål med kolhalt upp till C
0,50 0o hava en mycket stor spiralvinkel, se fig. 94 a. Därigenom
erhålles en mycket lätt skärande borr.
För borrning i gjutjärn förlänges borrens livslängd genomen
avfasning av borrens horn, se fig. 94 b.
2. Borrar för hårt och segt material hava mindre
spiralvinkel, se fig. 94c, och hava således en mindre spetsig skärvinkel.
De äro ej lämpliga för höga skärhastigheter. Vid borrning av
djupa hål bortledas spånen dåligt.
3. Borrar för lättmetall hava den största spiralvinkeln, se
fig. 94d, och således även den spetsigaste skärvinkeln. Spiralens
spår skola hållas breda, så att spånen lätt kunna bortledas.
4. Borrar för pressat isoleringsmaterial hava något mindre
spiralvinkel.se fig. 94 f, än de för lätt metall. Spiralens spår skola
hållas mycket breda, för att underlätta spånens avledning.
Tillverkningsnoggrannhet för spiralborrar (DIN 365)
Diam-
Tillverknings noggrannhet
Diam.
Tillverknings-noggrannhet
3
-0,018
över 18-
- 30
- 0,045
över 3-
-6
- 0,025
» 30-
- 50
-0,050
» 6-
-10
-0,030
» 50-
- 80
- 0,060
» 10-
-18
-0,035
» 80-
-120
- 0,070
J.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}