
Full resolution (JPEG) - On this page / på denna sida - 8. Bearbetning med skärverktyg - Brotchning (rivning)
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
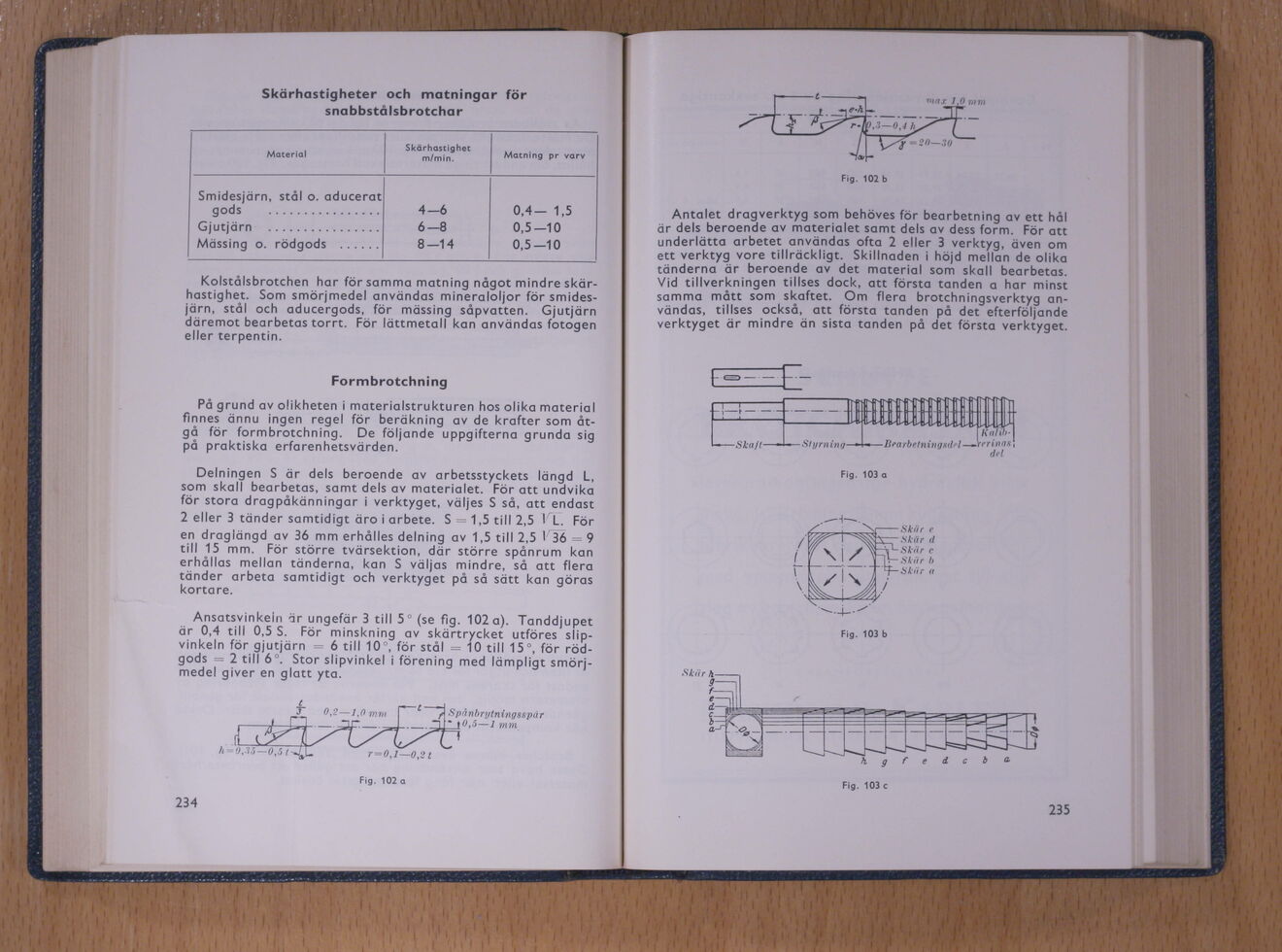
Skärhastigheter och matningar för
snabbstålsbrotchar
Material
Skärhastighet m/min.
Matning pr varv
Smidesjärn, stål o. aducerat nods * .........
4-6 6-8 8—14
0,4- 1,5
0,5-10
0,5-10
Giutiärn ................
Mässing o. rödgods ......
Kolstålsbrotchen har för samma matning något mindre
skärhastighet. Som smörjmedel användas mineraloljor för
smidesjärn, stål och aducergods, för mässing såpvatten. Gjutjärn
däremot bearbetas torrt. För lättmetall kan användas fotogen
eller terpentin.
Formbrotchning
På grund av olikheten i materialstrukturen hos olika material
finnes ännu ingen regel iör beräkning av de krafter som
åtgå iör formbrotchning. De följande uppgifterna grunda sig
på praktiska erfarenhetsvärden.
Delningen S är dels beroende av ar betsstyckets längd L,
som skall bearbetas, samt dels av materialet. För att undvika
iör stora dragpåkänningar i verktyget, väljes S så, att endast
2 eller 3 tänder samtidigt äro i arbete. S 1,5 till 2,5 i L. För
en dragiängd av 36 mm erhålles delning av 1,5 till 2,5 l 36 9
till 15 mm. För större tvärsektion, där större spånrum kan
erhållas mellan tänderna, kan S väljas mindre, så att flera
tänder arbeta samtidigt och verktyget på så sätt kan göras
kortare.
Ansatsvinkein är ungefär 3 till 5 (se fig. 102a). Tanddjupet
är 0,4 till 0,5 S. För minskning av skärtrycket utföres
slipvinkeln iör gjutjärn 6 till 10 , för stål 10 till 15, iör
rödgods 2 till 6 . Stor slipvinkel i förening med lämpligt
smörjmedel giver en glatt yta.
h
Fig. 102 a
234
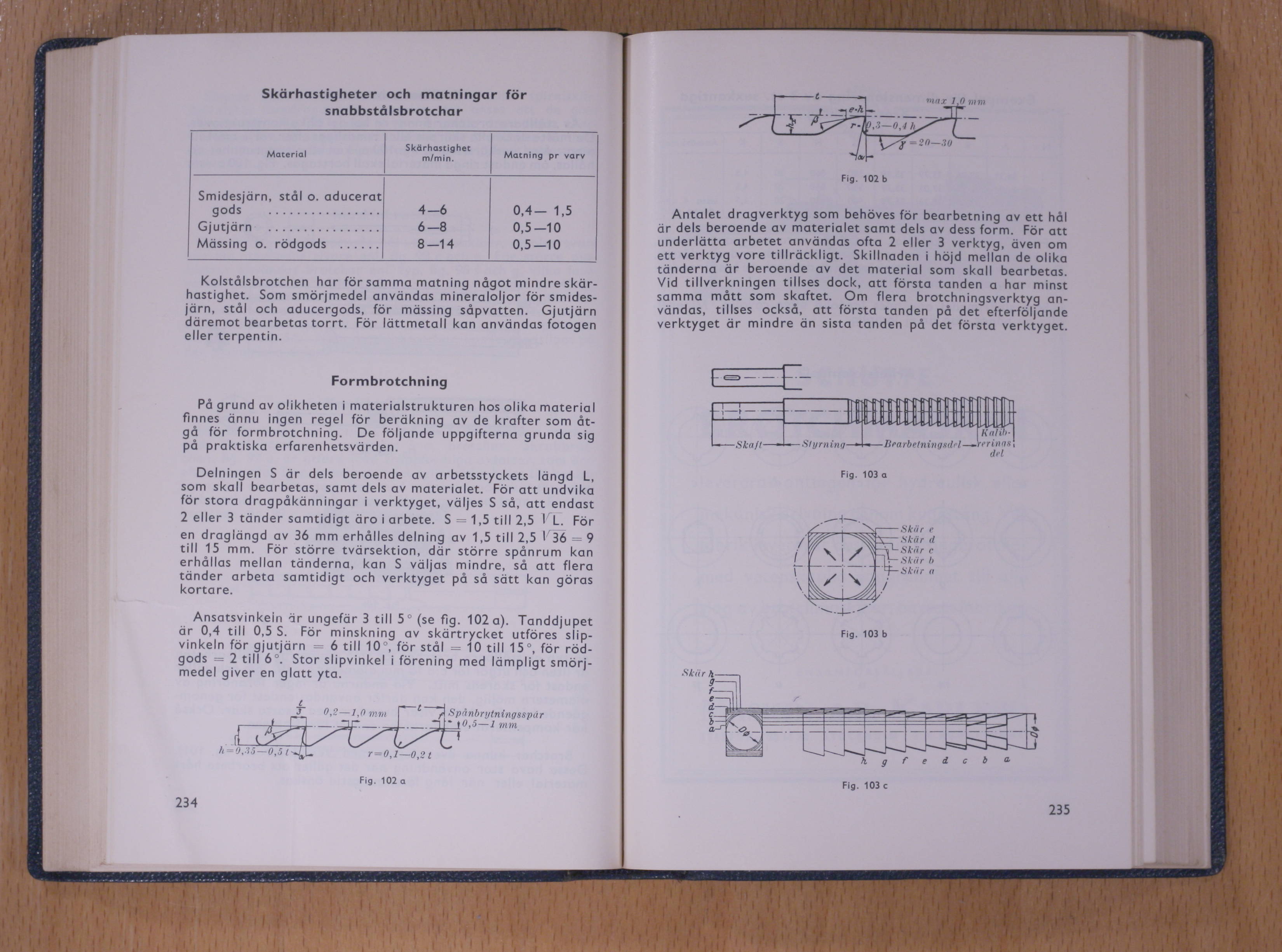
Fig. 102 b
Antalet dragverktyg som behöves för bearbetning av ett hål
är dels beroende av materialet samt dels av dess form. För att
underlätta arbetet användas ofta 2 eller 3 verktyg, även om
ett verktyg vore tillräckligt. Skillnaden i höjd mellan de olika
tänderna är beroende av det material som skal! bearbetas.
Vid tillverkningen tillses dock, att första tanden a har minst
samma mått som skaftet. Om flera brotchningsverktyg
användas, tillses också, att första tanden på det efterföljande
verktyget är mindre än sista tanden på det första verktyget.
Fig. 103 a
Fig. 103 b
Fig. 103 c
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}