
Full resolution (JPEG)
- On this page / på denna sida
- 8. Bearbetning med skärverktyg
- Gängskärning
- Nyckelvidder
- Fräsning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
Nyckelvidder enl. DIN 475
Fig. 168
Fräsning
Medan för svarvning finnas rikligt med utformade riktlinjer
för beräkning av skarmotståndet, är detta ej förhållandet
vid fräsning. emedan det hittills saknats fastställda
storleksförhållanden for de varierande storheterna: skärbredd,
skärdjup, matning, antal skär, fräsdiameter. Ett svarvstål är ett
enkelt verktyg, vars bästa form kan fastställas och som
sedan kan laggas till grund vid alla försök. Så är icke
förhållandet vid fräsning. enär det ej finnes någon standardfras
Därför aro också de med helt olika konstruerade fräsar
anställda proven ej utan vidare jämförbara. De sista årens
undersökningar hava dock givit en mängd resultat som för
verkstaden äro av stor betydelse.
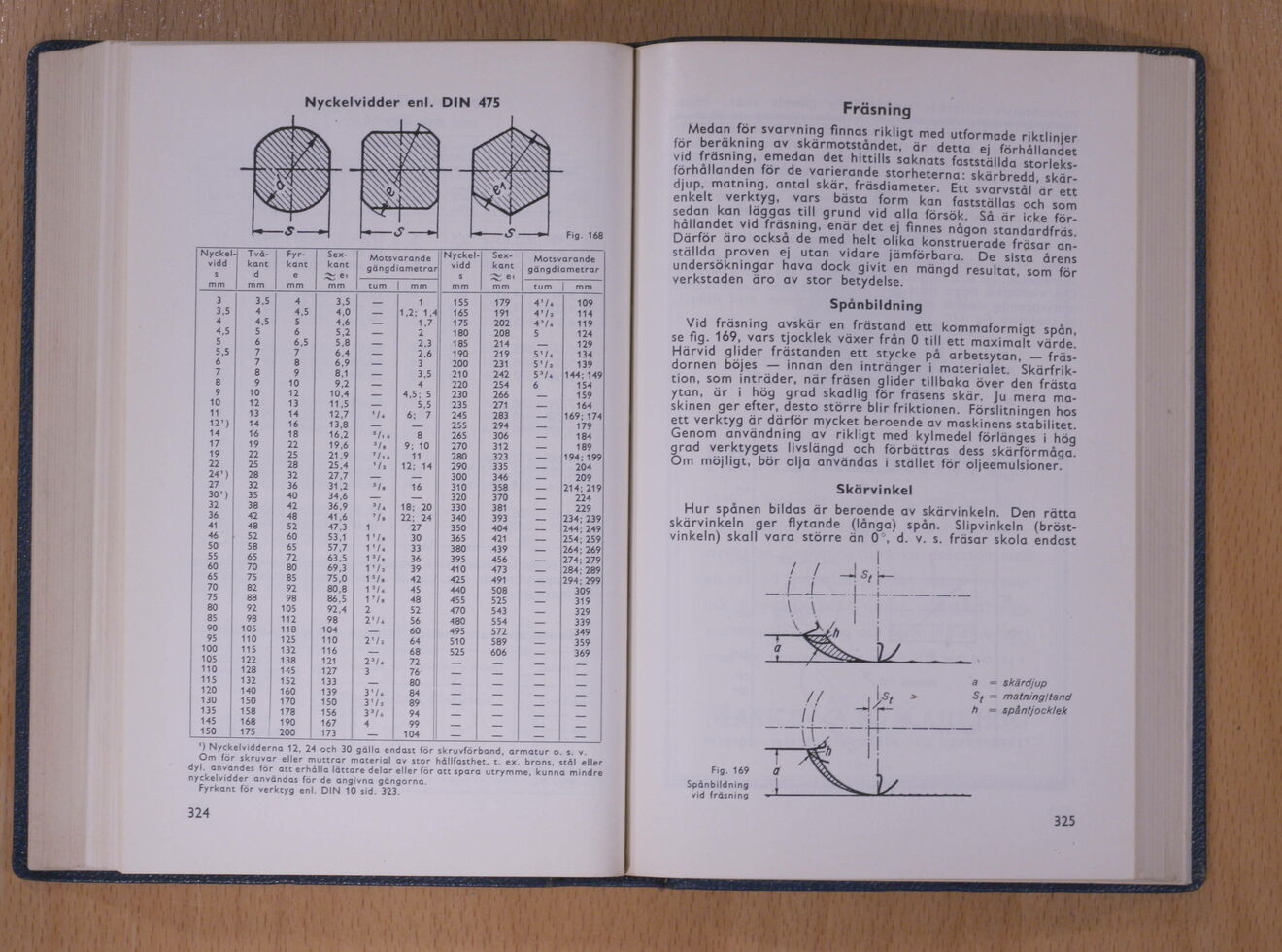
Spånbildning
Vid fräsning avskär en frästand ett kommaformigt spån,
se fig. 169, var tjocklek växer från 0 till ett maximalt värde
Härvid glider frästanden ett stycke på arbetsytan —
fräsdornen böjes — innan den intränger i materialet.
Skärfriktion, som inträder, när fräsen glider tillbaka över den frästa
ytan, är i hög grad skadlig för fräsens skär. Ju mera
maskinen ger efter, desto större blir friktionen. Förslitningen hos
ett verktyg är därför mycket beroende av maskinens stabilitet.
Genom användning av rikligt med kylmedel förlänges i hög
grad verktygets livslängd och förbättras dess skärförmåga.
Om möjligt, bör olja användas i stället för oijeemulsioner.
Skärvinkel
Hur spånen bildas är beroende av skärvinkeln. Den rätta
skärvinkeln ger flytande (långa) spån. Slipvinkeln
(bröstvinkeln) skall vara större än 0 , d. v. s. fräsar skola endast
Fig. 169
Spånbildning
vid fräsning
325
Nyckel-
Tvä-
1
Sex-
Motsvarande
Nyckel-
: Sex-
] Motsvarande
viaa
kant
i ,
! kant
kant
qängdiametrar
vidd
kanc
i qanqdiometrar
s
d
! mm I
e mm
mm ’
s
mm
^- e<
mm
j J
mm
tum mm
i tum
i mm
3
i 3,5 ,
4
3.5
— I 1
155 .
179
4’/»
109
3,5
4
4,5
4,0
— ,1,2; 1.4
165
191
4’/*
114
! 4
4,5
5
4,6
- ! 1.7
175
202
4V.
119
4.5
; 5
6
5,2 .
- ! 2
180 !
208
5
; 124
5
6
6.5 ,
5,8 ’
— . 2,3
185
214 ;
^—^—
129
5,5
7
7 i
6,4
i
— l 2.6
190
219 ’
5’/,
134
6
7
8
6.9 i
1
— 3
200
231
5’/j
139 ;
7
8
9
8.1
— 3,5
210
242 ,
5V. i
144; 149"
8
9
10
9.2 ,
— i 4
220
254 ’
6
154 I
9
10 ’
12
10,4
— . 4.5, 5
230
266
^^^^_.
159 ;
, 10
12
13
11,5 ’
— 5,5
235
271
_ 1
164 !
11
13
14
12,7
’/. 6; 7
245
283 i
^"-^^
169;174
12’)
14
16
13,8
____ 1 –––-
255 :
294
1
179
14
16
18
16,2
’-!:..’ 8
265
306
____
184
17
19
22
19,6 .
"U 9, 10
270
312
^^^^^
189 ’
19
22
25
21,9
7/m 11
280
323 !
,___^_
194; 1991
22
25
28
25,4
’/i 12’ 14
290
335
____
204 !
24’j
28
32
27.7
- ^^—
300
346
. _
209
27
32
36
31,2
’ /« 16
310
358
____
214; 219-
30’ i
35
40
34,6
____ –––-
320
370
1
224 :
32
38
42
36.9
V* 18; 20
330
381
^^^^^
229
36
42
48
41 .6
’/, 22; 24
340
393
_
234; 239
41
48
52
47.3
1 27
350
404
____
244; 249
46
52
60
53,1
^’!, 30
365
421
^^^^_^
254, 259
50
58
65
57.7
1’/, 33
380
439 ’
____
264; 269
55
65
72
63,5
1 V, 36
395
456
_
274; 279
60
70
80
69,3
1’/: 39
410
473
____
284: 289
65
75
85
75,0
1-/« 42
425
491
^___„.
294; 299
70
82
92
80 8
1’:. 45
440
503
____
309
75
88
98
86.5
1 ’ / * 48
455
525
_
319
80
92
105
92 4
2 52
470
543
____
329
35
98
112
98
2’ - 56
480
554
_
339
90
105
113
104
— 60
495
572
____
349
95
110
125
110
r . 64
510
539
359
100
115
132
116
— 68
525
606
369
105
122
133
121
1 • - Il
^ -^ *
110
123
1’5
127
3 76
115
132
152
133
— 80
120
140
160
139
3 . 84
130
150
170
150
3 ", i 39
135
158
178
156
3 -. . 94
145
168
190
167
4 99
150
175
200
173
— 104
_^^_
_^_
_
Om fo- s^j.ar el- ^ -::rar ^.a:e, -< C/ s:cr rcMfasr>e:i t er bronS uå eNer
d/j a^a^de; for a:: e-c : la^are^1:^ ^f;r a:: sparc ./r/mrre ^uma rr.T.dre
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Sun Dec 10 12:27:48 2023
(aronsson)
(diff)
(history)
(download)
<< Previous
Next >>
https://runeberg.org/karlebo/1936/0175.html


{kind=link}