
Full resolution (TIFF) - On this page / på denna sida - Spiggsläktet - Spik
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
713
Spik
714
rundt bo med en sidoöppning, hvari han förmår honan
att afsätta sina ägg, och han bevakar samt försvarar
boet med stor energi. Spiggarna lefva af fiskrom och
fiskyngel och äro, enär de förekomma i stora stim,
synnerligen skadliga för fisket. Hos oss förekomma tre
arter: storspiggen, G. aculeatus (se fig.): kroppen
hoptryckt, medelmåttigt långsträckt, kroppssidorna
med tvärställda benplåtar, 3 fria taggar framför
ryggfenan, längd 6-11 cm.; småspiggen, G. punyitius,
9-11 taggar framför ryggfenan, inga sidoplåtar, längd
4-5 cm.; tångspiggen 1. tångsnipan, G. spinachia
(Spinachia vulgaris), 14 eller flera taggar framför
ryggfenan, kroppen långsträckt, kantig, ej hoptryckt,
nosen lång, stjärten smal och lång, längd till 18
cm. Denna art lefver uteslutande i hafvet, hvaremot
de föregående finnas i både sött och salt vatten. Jfr
S p i g g o l j a. L-e. Spik, af järn eller annan
metall tillverkad ten, af sedd att drifvas igenom två
(eller flera) föremål (t. ex. bräder) och sålunda
fästa dem vid hvarandra eller att, inslagen i en
vägg e. d., tjäna till att hänga föremål (kläder,
taflor o. d.) på. Under medeltiden funnos särskilda
skrån för tillverkning af spik. Gamla kända platser
för spiksmide äro Schmalkalden i Tyskland och
Birmingham i England. Efter tillverkningssättet
brukar man skilja mellan smidd spik, klippspik,
trådspik och gjuten spik. Smidd spik, numera sällan
förekommande, tillverkas antingen för hand eller
i maskin. I förra fallet utsmides det fyrkantiga
ämnesjärnet öfver städet, med ansatsen för hufvudet
formad mot städkanten, därefter afhugges ämnet Öfver
en i städet insatt huggtand, och slutligen formas
hufvudet i sänke, s. k. nageldorn, vanligen försedd
med flera hål för olika groflekar. I senare fallet
används antingen spikhammare eller spårvalsverk,
det senare med periodiskt återkommande urtagningar
i spåret för hufvudenas bildande (t. ex. för
rälsspik). Spikhammaren är en liten stjärthammare
(se Hammare 1) af 5-7 kg. vikt och med en hastighet af
minst 300 slag i minuten. Den är vanligen försedd med
korspen, d. v. s. att såväl hammarens pen som städet
ha formen af ett T, så att smeden, som sitter framför
hammaren, kan bekvämt såväl tvärräcka spikämnet på den
ena sidoarmen som släta det på långpenen, äfvensom
slutligen af klippa den färdig-smidda spiken på den
andra sidoarmen, som för detta ändamål utgöres af
en egg. Till spikhammaren hör äfven en nageldorn,
fastsatt i stad-stocken och upptill försedd med
ett hål, i hvilket handtlangaren, eller ’höfdaren"
(eg. hufdåren), insätter den afhuggna spiken för
att medelst några slag med en handhammare förse
den med hufvud ("hufdning"). Den smidda spikens
hufvudyta är antingen plan eller formad till en låg,
fyrkantig pyramid. Smidd spik sorteras efter groflek
och längd. Äldre, dock ännu använda benämningar
på smidd spik äro: skeppsspik (gröfst), 12-30 cm.;
golfspik, 9-11 cm.; enkel och dubbel läktspik, 7-9
cm.; brädspik, 5-7 cm.; enkel och dubbel låsspik,
2,5-4 cm.; skospik, klackspik m. fl. Modellspik
("hakspik") har det smala hufvudet försedt med
hakformade utsprång åt båda hållen. K l i p p s p i
k tillverkades redan 1800 af hamrad De minsta slagen
benämnas nubb (se d. o.). -
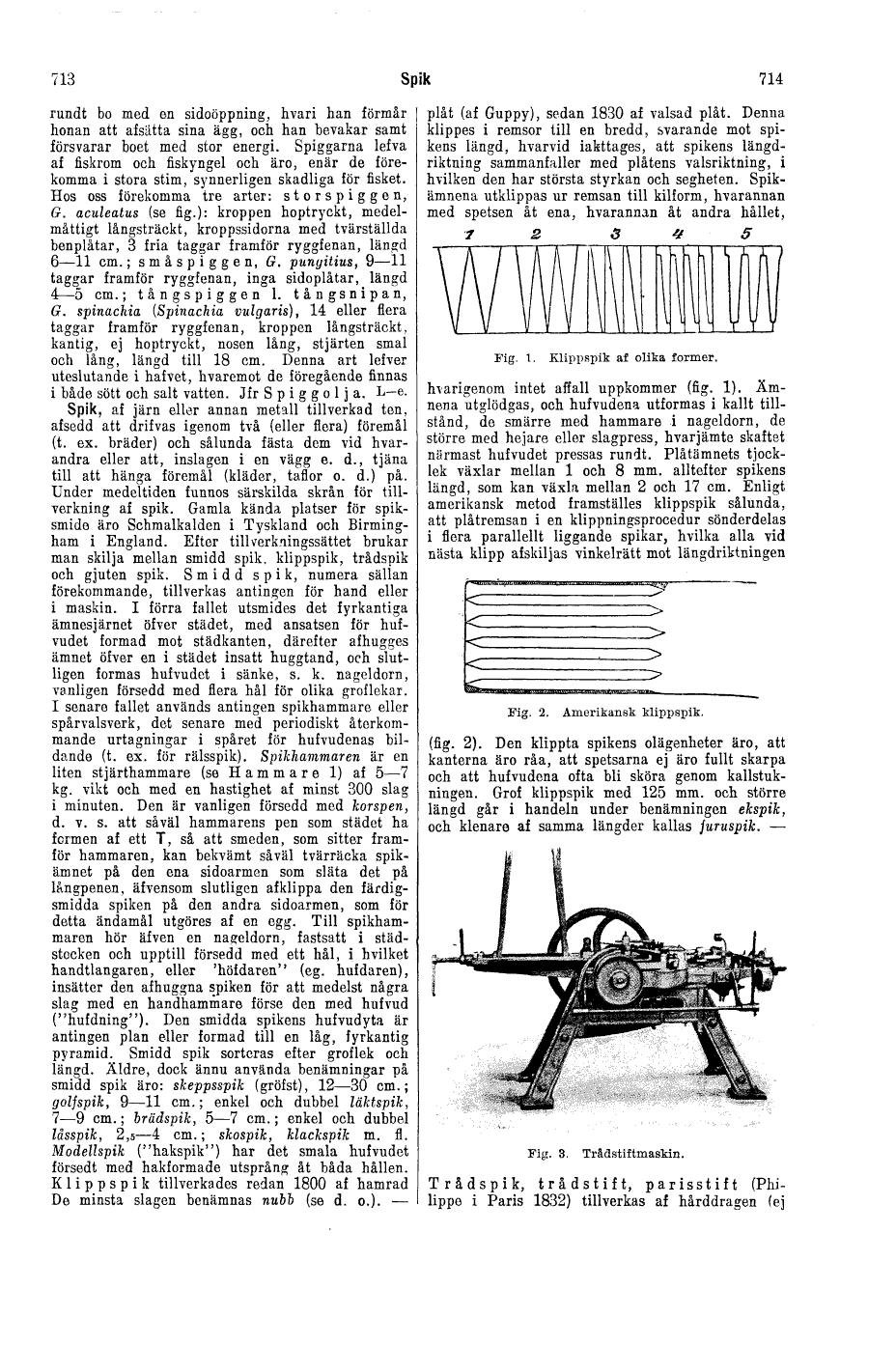
plåt (af Guppy), sedan 1830 af valsad plåt. Denna
klippes i remsor till en bredd, svarande mot spikens
längd, hvarvid iakttages, att spikens längdriktning
sammanfaller med plåtens valsriktning, i hvilken den
har största styrkan och segheten. Spikämnena utklippas
ur remsan till kilform, hvarannan med spetsen åt ena,
hvarannan åt andra hållet,
12 345
Fig. 1. Klippspik af olika former.
hvarigenom intet affall uppkommer (fig. 1). Ämnena
utglödgas, och hufvudena utformas i kallt tillstånd,
de smärre med hammare i nageldorn, de större med
hejare eller slagpress, hvarjämte skaftet närmast
hufvudet pressas rundt. Plåtämnets tjocklek växlar
mellan l och 8 mm. alltefter spikens längd, som kan
växla mellan 2 och 17 cm. Enligt amerikansk metod
framställes klippspik sålunda, att plåtremsan i en
klippningsprocedur sönderdelas i flera parallellt
liggande spikar, hvilka alla vid nästa klipp afskiljas
vinkelrätt mot längdriktningen
Fig. 2. Amerikansk klippspik.
(fig. 2). Den klippta spikens olägenheter äro,
att kanterna äro råa, att spetsarna ej äro fullt
skarpa och att hufvudena ofta bli sköra genom
kallstuk-ningen. Grof klippspik med 125 mm. och
större längd går i handeln under benämningen ekspik,
och klenare af samma längder kallas juruspik. -
Fig. 3. Trådstiftmaskin.
Trådspik, trådstift, parisstift (Phi-lippe i
Paris 1832) tillverkas af hårddragen (ej
<< prev. page << föreg. sida << >> nästa sida >> next page >>