
Full resolution (TIFF) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
12 MARS 1932
BERGSVETENSKAP
ständigt vilar med sin och event. hötans-tyngd på
axeln. Rullarna utföras ihåliga av gjutjärn och
med kokillhärdade friktionsbanor. När dessa
avnötts kunna de avsvarvas och stålringar istället
påkrympas. Motorn är lätt utbytbar, och om en rulle
skulle krångla, kan man i de flesta fall reda sig utan
denna, tills den blivit lagad. Rullbanorna kunna
krökas hur som helst, fig. 11. Inga längsgående
drivaxlar hindra eller försvåra inbyggandet av
släptyg eller dylik mellan rullarna. Reversering av
rullarna kan göras snabbt och utan slirning. Dessa
elektrorullbanor påstods icke vara dyrare i
anläggning än vanliga rullbanor.
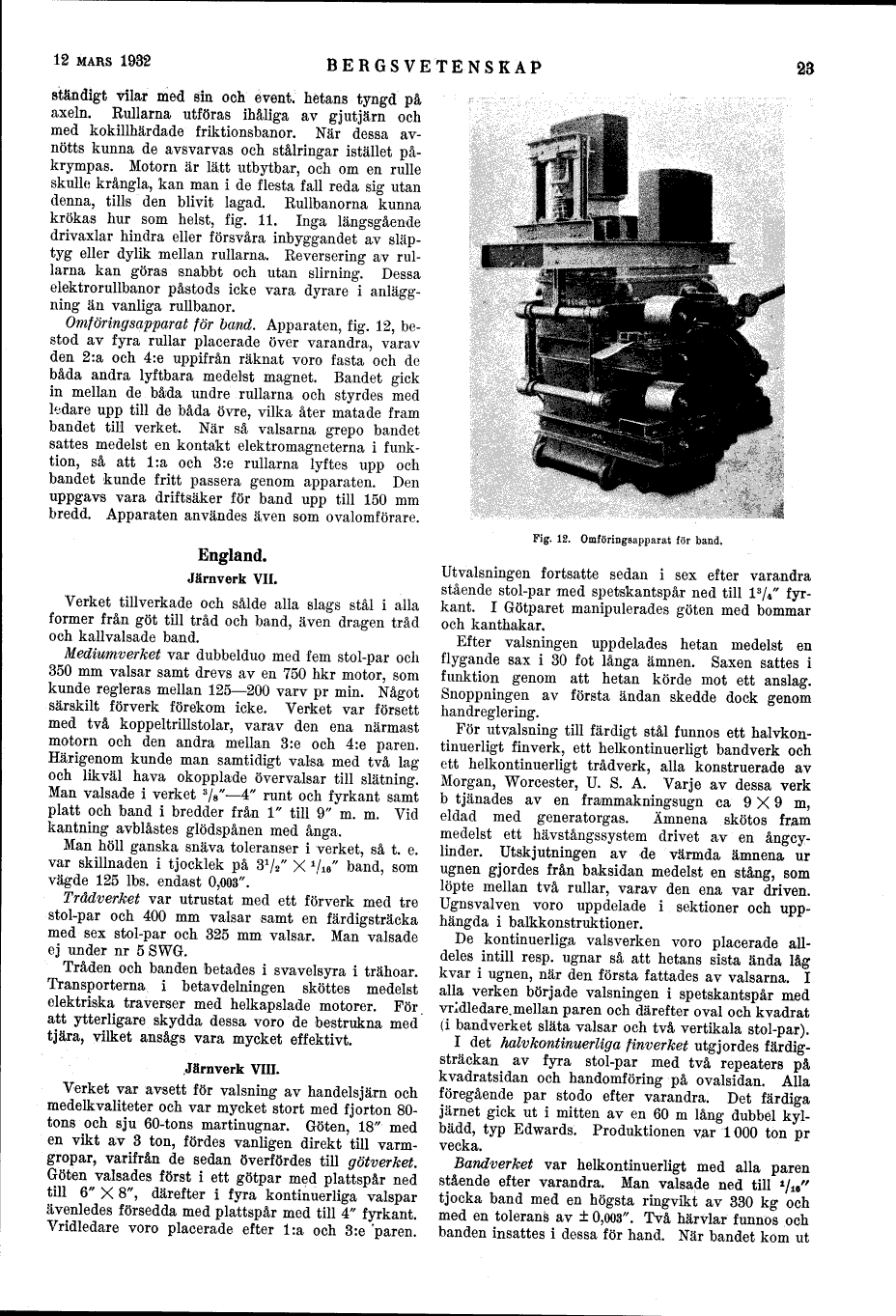
Omföringsapparat för band. Apparaten, fig. 12,
bestod av fyra rullar placerade över varandra, varav
den 2:a och 4:e uppifrån räknat voro fasta och de
båda andra lyftbara medelst magnet. Bandet gick
in mellan de båda undre rullarna och styrdes med
ledare upp till de båda övre, vilka åter matade fram
bandet till verket. När så valsarna grepo bandet
sattes medelst en kontakt elektromagneterna i
funktion, så att l:a och 3:e rullarna lyftes upp och
bandet kunde fritt passera genom apparaten. Den
uppgavs vara driftsäker för band upp till 150 mm
bredd. Apparaten användes även som ovalomförare.
England.
Järnverk VII.
Verket tillverkade och sålde alla slags stål i alla
former från göt till tråd och band, även dragen tråd
och kallvalsade band.
Mediumverket var dubbelduo med fem stol-par och
350 mm valsar samt drevs av en 750 hkr motor, som
kunde regleras mellan 125-200 varv pr min. Något
särskilt förverk förekom icke. Verket var försett
med två koppeltrillstolar, varav den ena närmast
motorn och den andra mellan 3:e och 4:e paren.
Härigenom kunde man samtidigt valsa med två lag
och likväl hava okopplade övervalsar till slätning.
Man valsade i verket 3/8"-4" runt och fyrkant samt
platt och band i bredder från l" till 9" m. m. Vid
kantning avblåstes glödspånen med ånga.
Man höll ganska snäva toleranser i verket, så t. e.
var skillnaden i tjocklek på 3V2" X Vie" band, som
vägde 125 Ibs. endast 0,003".
Trådverket var utrustat med ett förverk med tre
stol-par och 400 mm valsar samt en färdigsträcka
med sex stol-par och 325 mm valsar. Man valsade
ej under nr 5 SWG.
Tråden och banden betades i svavelsyra i trähoar.
Transporterna i betavdelningen sköttes medelst
elektriska trå verser med helkapslade motorer. För
att ytterligare skydda dessa voro de bestrukna med
tjära, vilket ansågs vara mycket effektivt.
Järnverk VIII.
Verket var avsett för valsning av handelsjärn och
medelkvaliteter och var mycket stort med fjorton
80-tons och sju 60-tons martinugnar. Göten, 18" med
en vikt av 3 ton, fördes vanligen direkt till
varmgropar, varifrån de sedan överfördes till götverket.
Göten valsades först i ett götpar med plattspår ned
till 6" X 8", därefter i fyra kontinuerliga valspar
ävenledes försedda med plattspår med till 4" fyrkant.
Vridledare voro placerade efter l:a och 3:e paren.
Fig. 12. Omföringsapparat för band.
Utvalsningen fortsatte sedan i sex efter varandra
stående stol-par med spetskantspår ned till l3/4"
fyrkant. I Götparet manipulerades göten med bommar
och kanthakar.
Efter Valsningen uppdelades hetan medelst en
flygande sax i 30 fot långa ämnen. Saxen sattes i
funktion genom att hetan körde mot ett anslag.
Snoppningen av första ändan skedde dock genom
handreglering.
För utvalsning till färdigt stål funnos ett
halvkon-tinuerligt finverk, ett helkontinuerligt bandverk och
ett helkontinuerligt trådverk, alla konstruerade av
Morgan, Worcester, U. S. A. Varje av dessa verk
b tjänades av en frammakningsugn ca 9X9 m,
eldad med generatorgas. Ämnena skötos fram
medelst ett hävstångssystem drivet av en
ångcy-linder. Utskjutningen av de värmda ämnena ur
ugnen gjordes från baksidan medelst en stång, som
löpte mellan två rullar, varav den ena var driven.
Ugns valven voro uppdelade i sektioner och
upphängda i balkkonstruktioner.
De kontinuerliga valsverken voro placerade
alldeles intill resp. ugnar så att betans sista ända låg
kvar i ugnen, när den första fattades av valsarna. I
alla verken började Valsningen i spetskantspår med
vridledare.mellan paren och därefter oval och kvadrat
(i bandverket släta valsar och två vertikala stol-par).
I det halvkontinuerliga finverket utgjordes
färdigsträckan av fyra stol-par med två repeaters på
kvadratsidan och handomföring på ovalsidan. Alla
föregående par stodo efter varandra. Det färdiga
järnet gick ut i mitten av en 60 m lång dubbel
kyl-bädd, typ Edwards. Produktionen v#r 1000 ton pr
vecka.
Bandverket var helkontinuerligt med alla paren
stående efter varandra. Man valsade ned till Vi»"
tjocka band med en högsta ringvikt av 330 kg och
med en tolerans av ±0,003". Två härvlar funnos och
banden insattes i dessa för hand. När bandet kom ut
<< prev. page << föreg. sida << >> nästa sida >> next page >>