
Full resolution (TIFF) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
22
TEKNISK TIDSKRIFT
MARS
medelst en långtravers och från den fjärde medelst
en underjordisk elektrorullbana av Schloemanns
kon-s ruktion. Det karakteristiska med denna är, att de
elektriska motorerna placerats inuti rullarna, en
konstruktion, som i allmänhet ansågs vara mindre god,
men som här arbetat utan störningar.
Göt verket hade en personal av 35 man inkl.
sax-och ugnspersonal och drevs med ett skift samt hade
en produktion av ca 5 000 ton pr månad. Ämnena
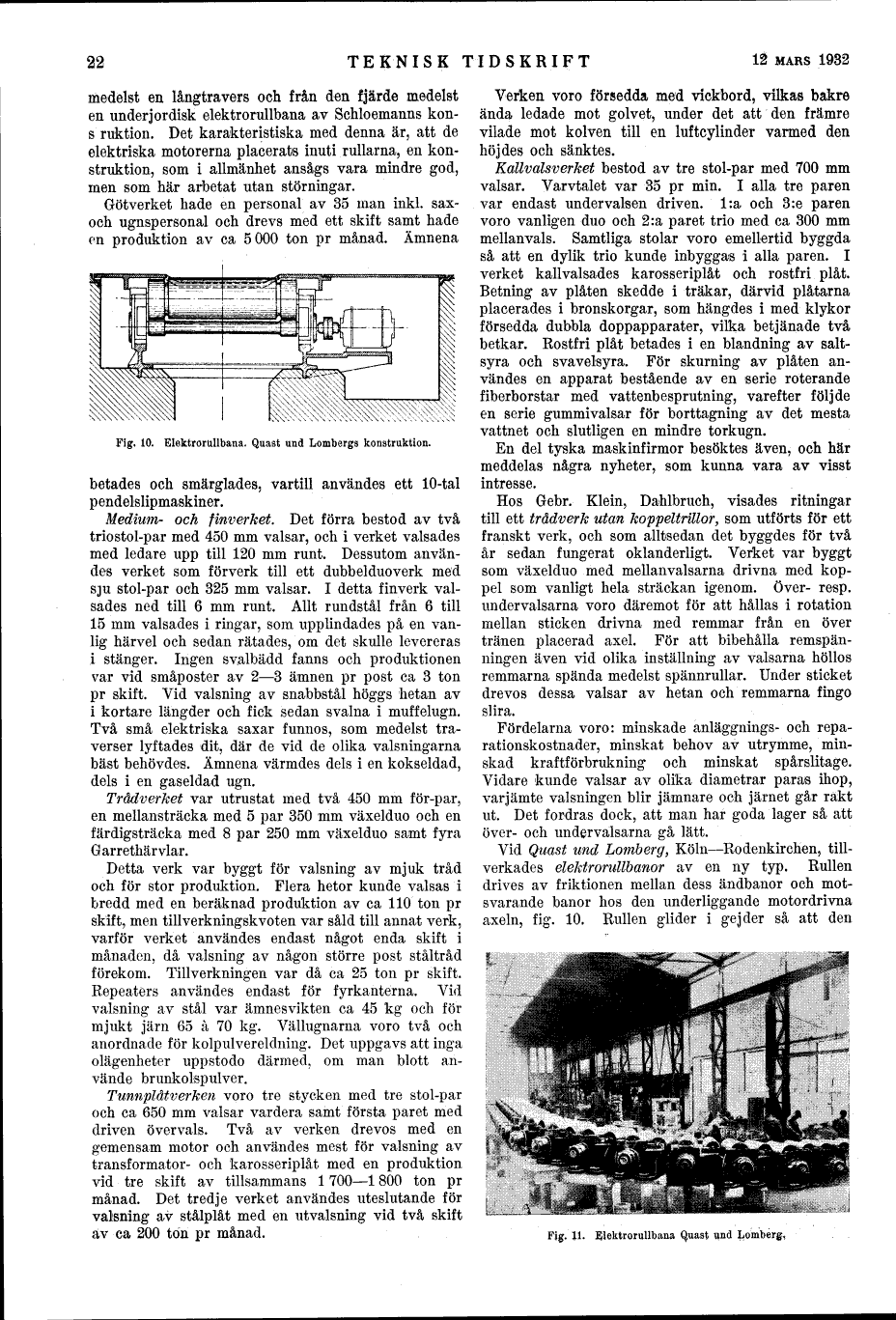
Fig. 10. Elektrorullbana. Quast und Lombergs konstruktion.
betades och smärglades, vartill användes ett 10-tal
pendelslipmaskiner.
Medium- och finverket. Det förra bestod av två
triostol-par med 450 mm valsar, och i verket valsades
med ledare upp till 120 mm runt. Dessutom
användes verket som förverk till ett dubbelduoverk med
sju stol-par och 325 mm valsar. I detta finverk
valsades ned till 6 mm runt. Allt rundstål från 6 till
15 mm valsades i ringar, som upplindades på en
vanlig härvel och sedan rätades, om det skulle levereras
i stänger. Ingen syalbädd fanns och produktionen
var vid småposter av 2-3 ämnen pr post ca 3 ton
pr skift. Vid valsning av snabbstål höggs hetan av
i kortare längder och fick sedan svalna i muffelugn.
Två små elektriska saxar funnos, som medelst
trä-verser lyftades dit, där de vid de olika valsningarna
bäst behövdes. Ämnena värmdes dels i en kokseldad,
dels i en gaseldad ugn.
Trådverket var utrustat med två 450 mm for-par,
en mellansträcka med 5 par 350 mm växelduo och en
färdigsträcka med 8 par 250 mm växelduo samt fyra
Garrethärvlar.
Detta verk var byggt för valsning av mjuk tråd
och för stor produktion. Flera hetor kunde valsas i
bredd med en beräknad produktion av ca 110 ton pr
skift, men tillverkningskvoten var såld till annat verk,
varför verket användes endast något enda skift i
månaden, då valsning av någon större post ståltråd
förekom. Tillverkningen var då ca 25 ton pr skift.
Repeatérs användes endast för fyrkanterna. Vid
valsning av stål var ämnesvikten ca 45 kg och för
mjukt järn 65 å 70 kg. Vällugnarna voro två och
anordnade för kolpulvereldning. Det uppgavs att inga
olägenheter uppstodo därmed, om man blott
använde brunkolspulver.
Tunnplåtverken voro tre stycken med tre stol-par
och ca 650 mm valsar vardera samt första paret med
driven övervals. Två av verken drevos med en
gemensam motor och användes mest för valsning av
transformator- och karosseriplåt med en produktion
vid tre skift av tillsammans 1700-1800 ton pr
månad. Det tredje verket användes uteslutande för
valsning av stålplåt med en utvalsning vid två skift
av ca 200 ton pr månad.
Verken voro försedda med vickbord, vilkas bakre
ända ledade mot golvet, under det att den främre
vilade mot kolven till en luftcylinder varmed den
höjdes och sänktes.
Kallvalsverket bestod av tre stol-par med 700 mm
valsar. Varvtalet var 35 pr min. I alla tre paren
var endast undervalsen driven, lia och 3:e paren
voro vanligen duo och 2:a paret trio med ca 300 mm
mellanvals. Samtliga stolar voro emellertid byggda
så att en dylik trio kunde inbyggas i alla paren. I
verket kallvalsades karosseriplåt och rostfri plåt.
Betning av plåten skedde i träkar, därvid plåtarna
placerades i bronskorgar, som hängdes i med klykor
försedda dubbla doppapparater, vilka betjänade två
betkar. Rostfri plåt betades i en blandning av
saltsyra och svavelsyra. För skurning av plåten
användes en apparat bestående av en serie roterande
fiberborstar med vattenbesprutning, varefter följde
en serie gummivalsar för borttagning av det mesta
vattnet och slutligen en mindre torkugn.
En del tyska maskinfirmor besöktes även, och här
meddelas några nyheter, som kunna vara av visst
intresse.
Hos Gebr. Klein, Dahlbruch, visades ritningar
till ett trådverk utan koppeltrillor, som utförts för ett
franskt verk, och som alltsedan det byggdes för två
år sedan fungerat oklanderligt. Verket var byggt
som växelduo med mellanvalsarna drivna med
koppel som vanligt hela sträckan igenom. Över- resp.
imdervalsarna voro däremot för att hållas i rotation
mellan sticken drivna med remmar från en över
tränen placerad axel. För att bibehålla
remspänningen även vid olika inställning av valsarna höllos
remmarna spända medelst spännrullar. Under sticket
drevos dessa valsar av hetan och remmarna fingo
slira.
Fördelarna voro: minskade anläggnings- och
reparationskostnader, minskat behov av utrymme,
minskad kraftförbrukning och minskat spårslitage.
Vidare kunde valsar av olika diametrar paras ihop,
varjämte Valsningen blir jämnare och järnet går rakt
ut. Det fordras dock, att man har goda lager så att
över- och undervalsarna gå lätt.
Vid Quast und Lomberg, Köln-Rodenkirchen,
tillverkades elektrorullbanor av en ny typ. Rullen
drives av friktionen mellan dess ändbanor och
motsvarande banor hos den underliggande motordrivna
axeln, fig. 10. Rullen glider i ge j der så att den
Fig. U. Elektrorullbana Quast und Lomberg,
<< prev. page << föreg. sida << >> nästa sida >> next page >>